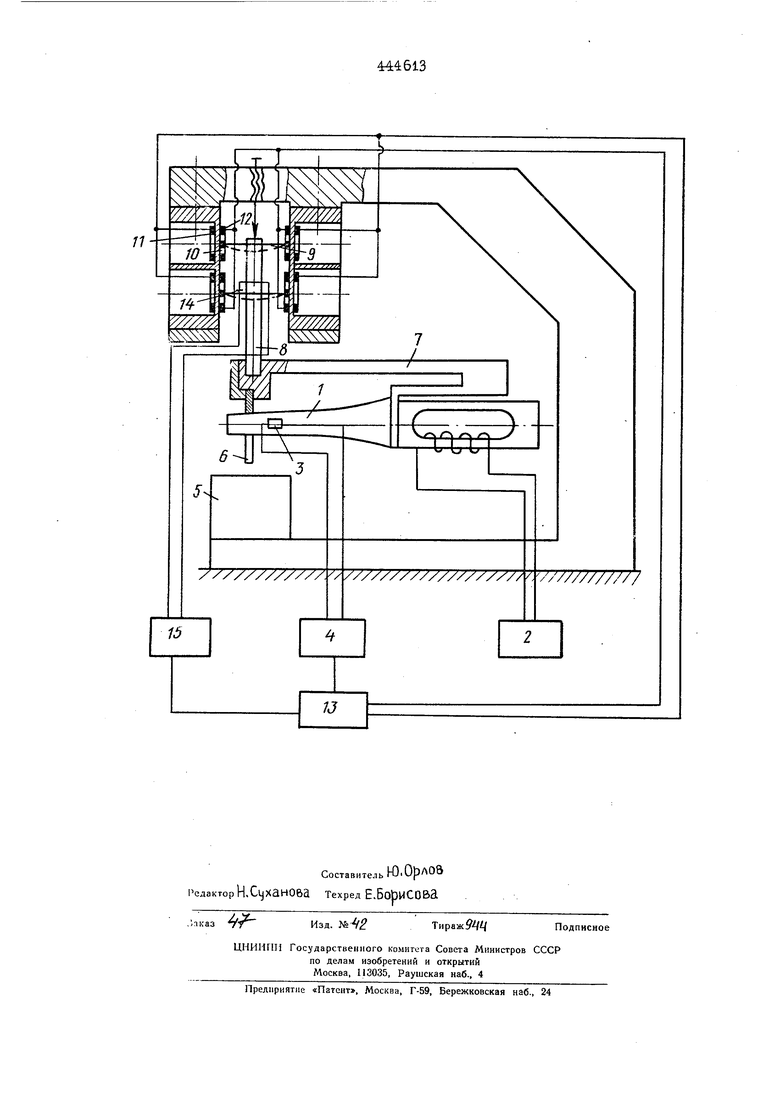
Известно устройство для ультразвуковой микросварки, содержащее установленные на основании рабочий стол, сварочный инструмент и связанный с ним автоматически регулируемый механизм давления. Для повышения качества сварного соединения в предлагаемом уст ройстве привод механизма давления выполнен в виде попарно установленных на основании пьезоэлементов соединенных между собой и со сварочным инструментом упругими элеме тами, образующими множительный механизм. Механизм давления не имеет кинематических пар с внешним трением и выполнен в виде упругого множительного механизма, в котором нагружающий стержень жестко соединен со средними точками упругих элементов, противоположные концы которых жестко закреплены в центрах упругих мембран, подвергаемых радиальной деформации со стороны элементов, жестко соединенных с последними и изготовленными из материала, обладающего пьезоэффектом. При подаче электрического напряжения на обкладки пьезоматериа ла мембраны преобразуют малые радиальные деформации в увеличенные перемещения их центра, а обратная связь осуществляется при помощи тензодвтчиков, расположенных на упругих элементах, соединенных жестким стержнем. На чертеже схематически представлено предлагаемое устройство. Устройство содержит акустическую систему I, ультразвуковой генератор 2, датчик 3 активного контроля, например полупроводниковый тензодатчик, наклеенный на концентратор вблизи крепления рабочего инструмента, усилитель 4, рабочий стол для свариваемых деталей 5, сварочный инструмент 6, прижимной рычаг 7, механизм создания сварочного давления, состоящйй ИЗ жесткого стержня 8, соедиияющего средние точки упругих элементов 9, выполненных, например, в виде плоских пружин, плоскость минимальной жесткости которьк параллельна оси стержня В. Каждый из упругих элементов противоположными концами жестко закреплен в центре упругих мембран 10, на которые соосно с обеих сторон наклеены кольцеобразны элементы II и 12 из материала, обладающего пьезоэффектом5 например из пьезокерамики ЦТС. Обкладки пьезоэлеыентов соединены с блоком 13 питания. Для осуществления обратной связи и корректировки величины сварочного давления упругие элементы 9 несут на себе в месте максимальной деформации полупроводниковые тензодатчики 14, сигнал от которых поступает на блок 15 сравнения.
При включении генератора 2 напряжение ультразвуковой частоты вызывает механические колебания магнитостриктора и волновода акустической системы. Колебания передаются соединяемым деталям, в результате чего образуется-сварное соединениео В процессе образования соединения величина и характер изменения сварочного давления задается при помощи блока 15, Предварительно механизм с оздания сварочного давления калибруется и функидлональная зависимость сигнала тензодатчиков от усилия вводится в блок 13 сравнения. При подаче электрического напряжения на обкладки пьезоэлементов II и 12, величина которого опр еделяется величиной Сигнала с блока 15, пьезоэлементы деформируются в радиальном направлении к центру. При этом каждая из мембран выпучивается так, что центры последних получают перемещение в сторону стержня 8, преобразуя малые радие. деформации в увеличенное перемещение центра. Каждая из мембран развивает определенное усилие. Будучи заделанным между двумя центрами мембран каждый из упругих элементов 9 подвергается изгибу, причем максимальная деформация наблюдается в средних точках. Каждый из упругих элементов преобразует перемещения центров мембран в увеличенные перемещения своИХ средних точек. Стержень 8, таким образом, получает движение в сторону свариваемых деталей, оказывая давление на прижимной рычаг 7 и на сварочный инструмент ь.
В процессе работы тензодатчик 14 выдает электрический сигнал, пропорциональный деформации упругих элементов 9, а следовательно, развиваемому механизмом сварочному давлению, и подает его на блок 15 сравнения. В случае несовпадения сигнала с заданным сигнал рассогласования подается на блок 13, который вырабатывает сигнал на изменение величины подаваемого на обкладки пьезоэлементов напряжения. Так как одноименные обкладки пьезоэлеыентов соединены электрически, то изменение напряжения вызывает одновременную деформацию мембран на одинаковую величину. Таким образом осуществляется слежение за величиной сварочного давления. При осуществлении всех соединений упругих элементов с мембранами и стержнем 8 при помощи гайки в механизме исключаются всякого рода люфты и кинематические пары с внешним трением, а быстродействие системы существенно возрастает, что позволяет изменять величину сварочного давления в очень малые промежутки времени по разным законам с высокой точностью, в результате чего качество образуемых сварных соединений значительно улучшается.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ Устройство для ультразвуковой микросварки, содержащее установленные на основании рабочий стол, сварочный инструмент и связанный с ним автоматически регулируемый механизм давления, отличающееся тем, что, с целью повышения качества сварного соединения, привод механизма давления выполнен в виде попарно установленных на основании пьезоэлементов, соединенных между собой и со сварочным инструментом упругими элементами, образующими множительный механизм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для микросварки | 1976 |
|
SU610641A1 |
| Устройство для микросварки | 1974 |
|
SU519302A1 |
| Установка для ультразвуковой микросварки | 1989 |
|
SU1719178A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Устройство для контроля качества соединений при ультразвуковой микросварке | 1977 |
|
SU677852A1 |
| Устройство для микросварки | 1990 |
|
SU1731543A1 |
| Установка для ультразвуковой микросварки | 1987 |
|
SU1524979A1 |
| Установка для ультразвуковой микросварки | 1982 |
|
SU1079386A1 |
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |