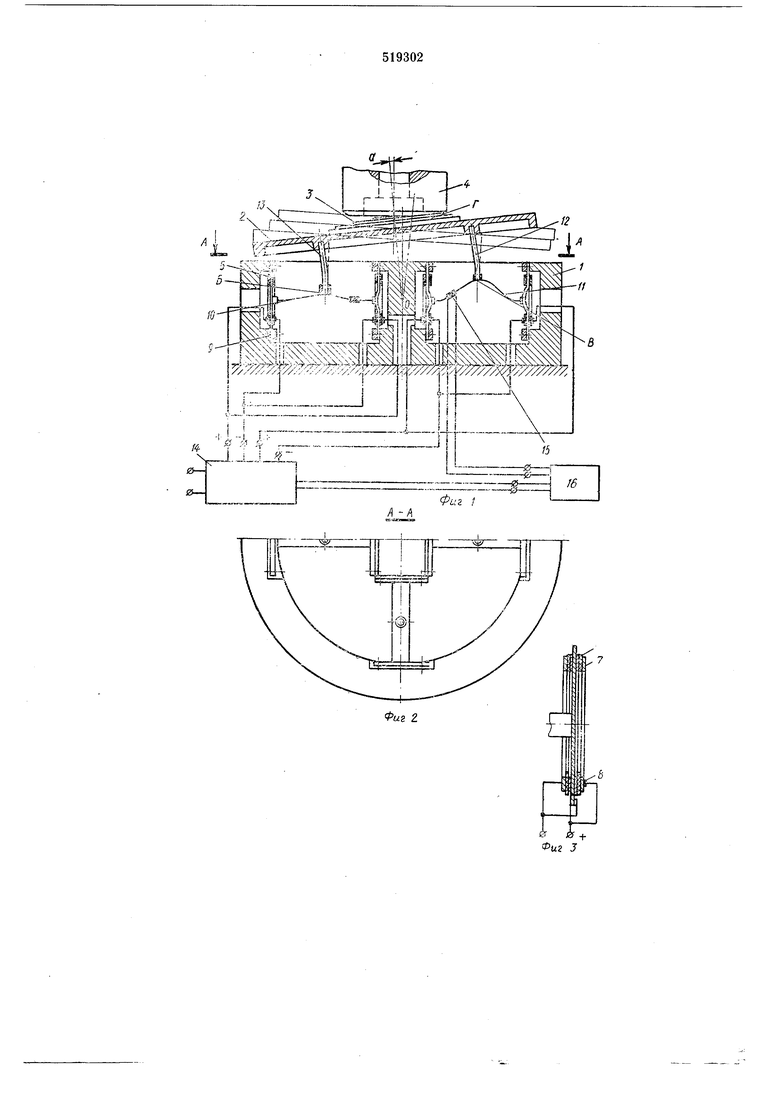
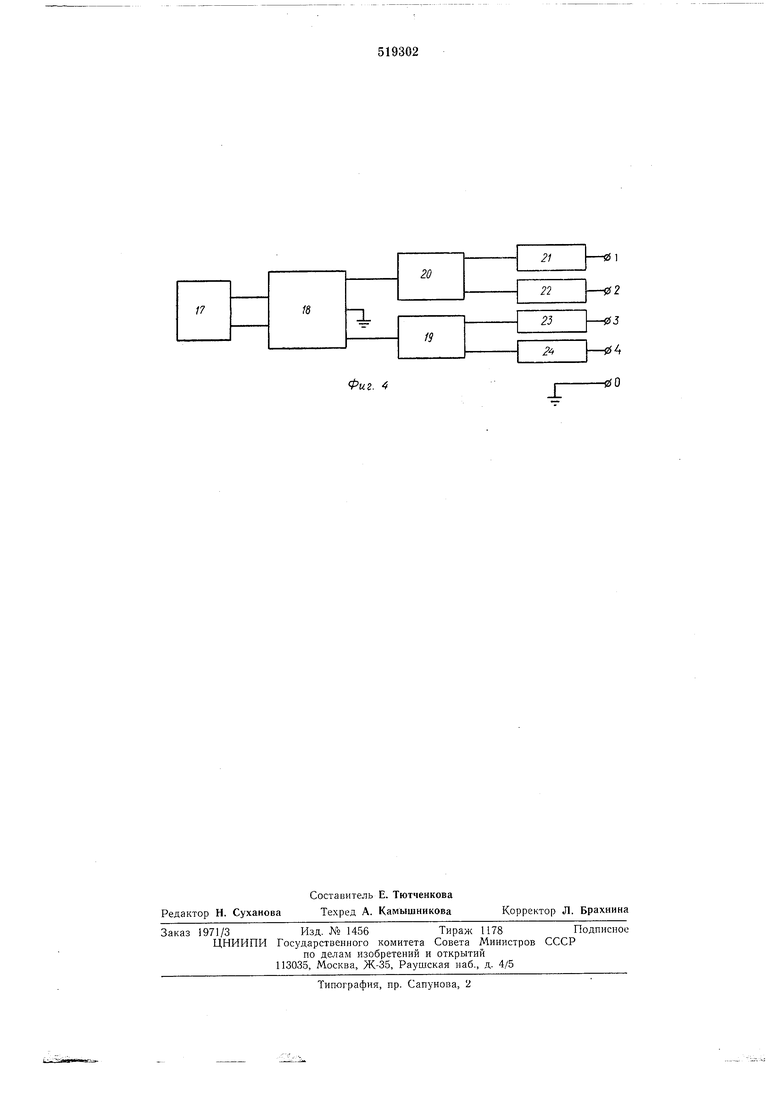
10, 11. При этом количество мембран выбирается в зависимости от иродольной жесткости плоских пружии 10 и 11, которые, деформируясь, иеремещают точки Б и В, находящиеся Б центре плоских пружии 10 и 11. При этом на каждую пару мембран подается определенная величина напряжения, отличающаяся от величииы напряжения, подаваемого на другую пару. Вследствие этого стол 2 займет положение, изображенное на фиг. 1, отклонившись на угол а от оси корпуса 1 и придет в соирикосновеине с рабочим инструментом 4, прижав к последнему выводы в толке Г. Прижатие будет продолжаться до тех пор, пока пьезодатчики 15 ие выдадут в блок 16 сигнал, соответствующий требуемому сварочному усилию. Далее процесс перейдет на следующий вывод, при этом стол будет обкатываться вокруг рабочего инструмента, так как величина подаваемого напряжения изменяется по заданной программе, а именно, на каждую пару пьезоэлементов (или пьезоблоков, если это не единичный элемент) генератором 17 подается электрическое напряжение синусоидальной формы. С выхода фазовращателя 18 поступают сигналы, смещенные по фазе на 90°. Далее сигналы с фазовращателя поступают на фазоинверторы 19 и 20, с выходов которых получают четыре сигнала рабочей частоты, смещенные по фазе относительно друг друга на 90°. Затем они усиливаются усилителями 21-24 напряжения до необходимой величины и подаются на одноименные пьезоэлементы. Образуется как бы волна деформации, распространяющаяся во времени по одноименным плоским пружинам, соединяющим центры мембраны. При этом ось стола будет описывать в пространстве конус с центром в точке О, лежащей на оси корпуса 1. Величиной подаваемых напряжений управляет блок 16. Таким образом, осуществляется обратная связь, контроль контактного усилия и управление последним. Сигналы с датчиков 15 могут служить также и фактором, влияющим на скорость обкатки стола относительно рабочего инструмента. Если сварочное (контактное) усилие не достигает требуемой величины, то блок 14 приостановит распространение волны деформации по окружности. Стол прекратит движение обкатки ДО момента достижения заданной величины сварочного усилия. Управление осуществляется известными способами. При необходимости скорость обкатки может быть изменена посредством изменения рабочей частоты, задаваемой генератором 17 сигналов. При плоскопараллельном движении стола 2 навстречу инструменту 4 на пьезоэлементы подается напряжение одинаковой величины, вследствие чего упругие элементы получают одинаковое перемещение, а движение стола произойдет строго в направлении оси инструмента 4. Таким образом возможно осуществление сварки при неподвижном рабочем инструменте и тогда стол будет выполнять роль механизма для создания начального сварочного давления. Формула изобретения Устройство для микросварки, содержащее корпус, сварочный инструмент и рабочий стол с механизмом качания, отличающееся тем, что, с целью повышения качества соединения, механизм качания выполнен в виде мемб.раи, попарно расположенных в корпусе и соединенных между собой плоскими пружинами, связанными со столом при помощи соответствующих упругих элементов, при этом указанные мембраны снабжены пьезоэлементами, включеннылми в электрическую цепь управления механизмом качания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для микросварки | 1976 |
|
SU610641A1 |
| Устройство для ультразвуковой микросварки | 1972 |
|
SU444613A1 |
| Установка для ультразвуковой микросварки | 1989 |
|
SU1719178A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Устройство для присоединения выводов интегральных микросхем и полупроводниковых приборов | 1980 |
|
SU912446A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Аппарат для контактной сварки | 1974 |
|
SU519299A1 |