Изобретение относится к области промышленности строительных материалов, в частности к производству асоестрцементных изде.лай. Известен способ управления процессом формования асбестоцементных труб, включающий изменение расхода асбеотоцементной суспензии в ванну сетчатого цилиндра и снятие трубы на пандус с после: дующим твердением а определением ее прочности,величину которой . для маркировки трубы. Однако такой способ не обеспечивает необходимого качества готовых изделий.
цель изооретения - повышение качества готовых изделий.
Это достигается тем, что щ)0ч ность определяют на пандусе перед твердением по величине прогиба вдоль(ОСИ трубы, которую используют для коррекции расхода йсб бцементной суспензии в соответствующи участки ва1шы сетчатого цилиндра.
а наибольшую величину хфогиба ис-пользуют для маркировки трубы, причем прогиб вдоль оси трубы оцределяют путем воздействия на нее неразрушающего дозируемого усилия в неснэльких точках или путем измерения с помощью фотодатчиков величины ее деформации на пандусе под действием собственного веса.
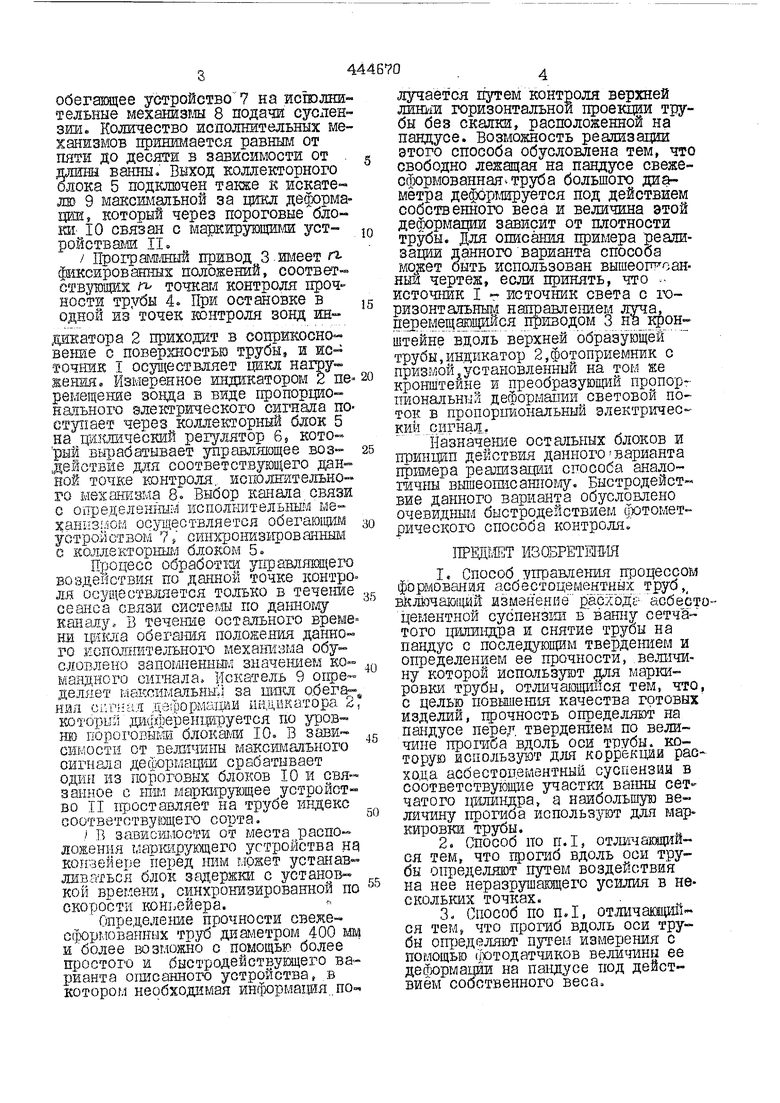
На чертеже изобракена блоксхема устройства, предназначенного для реализации способа управления процессам формирования асбестоцементных труб.
Источник I дозированного усилия и индикатор 2 перемещения кинематически связаны програщшы1 1 приводом 3, обеспечивающим их совместное перемещение вдоль свежес юрмовашюи трубы 4, находящейся на пандусе. Выход индикатора 2 через коллекторный блок 5 связан со входом рехулятора б, командный сигнал которого поступает через обегающее устройство на исголнительные механизьш 8 шдачи суслензш1в Количество исполнительных механизмов приншлается равным от пяти до десяти в зависимости от , длжш ванны. Выход коллекторного олока 5 подключен также к искатезт 9 максимальной за цикл деформа ции, который через пороговые блош- 10 связан с маркиррзщшш устройстваш II / Птзограктшый привод 3.тлеет гг ф шсированных положений, соответствующих П точкатл контроля прочности трубы 4е При остановке в одной из точек юэнтроля зонд жндашатора 2 приходат в соприкосно вение с повер2шостью трубы, и ис точнжк i оср ествляет цикл Hai yжения Измеренное шщикатором 2 пе ремещение зонда в виде пропоргронаяьного электрического сигнала по ступает через коллекторный блок 5 на цш л11ческий регулятор 6s который вырабатывает управляющее воздбйстБие для соответствуюфго данной точке КОНТРОЛЯ., исполЕятельного механизма 8. Выбор канала связи с определеншГ исполнит-а л Ь1шм ыеxaHiisf.iOM осуществляется обегающш устройством 7s синхронизьгооваяным с коллекторншЛ блоком 5 Процесс обработш управлйщего воздействия по данной точке контро ля осуществляется только в течение сеанса связи системы по да1-шог у каналуа В течение остального време ни щшш обегаиия положения данно го испошштелъного мехаш зма обусловлено запог,1ненншл значешюм командного сщнала Искатель 9 оггредел51е1 максимальны ; за пшиг о.бегаНИЛ сигнал деформахшв индика.тора 2 который даайеренщруется по уровню порсяюЕЖш блокаг.ш 10. В зависимости от величины максимального сигнала дейюрмащш срабатывает один из пороговых блоков 10 и СВЯ занБое о шш манкирующее устройство 11 щюставляет на трубе индекс соответствующего сорта. I В зависшлосги от места расположения тларШТрующего устройства на коивейере перед ним может ycTaiiasлжватьсл блок задержки с установ- кой втземени, синхронизированной по скорости коньейера. Определение прочности свеже- с(рорнс) труб диаглетром 400 мм и более возможно с помощью более простого и быстродеГзствущего варианта огшсанного устройства в котором необходимая ингрормация получается путем контроля верхней jTHHim горизонтальной проекции трубы без скалкЕЕ, расположенной на пандусе. Возможность реализации этого способа обусловлена тем, что свободно лежащая на пандусе свежесформованная труба большого диаметра дефоркшруется под действием собственного веса и величина этой деформации зависит от плотности трубы. Для описания примера реализации данного варианта способа быть использован вышеош оанныи чертеж, если принять, что сточьшк I - источник света с i) изонтаяьныц направлением луча, еремещжщиися приводом 3 на 1фон тейне вдоль верхней образующей трубы,индикатор 2,фотоприемш1К с призмой.установленный на том же кронштейне и преобразующй пропортаона11ьний деформации световой поток в пропорпиональный электрический сигнал.. Назначение остальных блоков и принцип действия данноговарианта примера решшзации способа аналоГИЧ1Ш вышеописанному. Быстродействие даш-юго варианта обусловлено очевидным быстродействием фотометрического способа контроля. ПРЩ,ЕТ ИЗОБРЕТБЖШ 1.Способ т/правления процессом формования асбестоцементных труб, Клв) йзмененне расход асбестоцементной суспензии в ванну сетчатого цили1Щ)а и снятие трубы на пандус с последующим твердением и определением ее прочности, .величину которой используют угя мар1Ш- ровки трубы, отличающийся тем, что, с целью повышешш качества готовых изделий, црочность определяют на пандусе перер твердением по вели- чине прогиба вдоль оси трубы, которую используют для коррекции расхода асбестоцементный суспензии в соответствующие участки ваьшы сетчатого цилиндра, а наибольшую величину прогиба используют для маркировки трубы. 2.Способ по П.1, отличакшщйся тем, что црогаб вдоль оси трубы определяют путем воздействия на нее неразрушащего усилия в нескольких точках. 3- Способ по П.1, отличакида ся тем, что прогиб вдоль оси трубы ощзеделяют путем измерения с помощью (Ютодатчиков величины ее дейормации на пандусе под действием собственного веса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Способ управления работой асботрубной машины | 1979 |
|
SU893556A1 |
| Способ управления формованием асбестоцементных труб | 1982 |
|
SU1031735A1 |
| Способ изготовления асбестоцементных труб | 1982 |
|
SU1129191A1 |
| Способ управления процессом формования асбестоцементных труб | 1975 |
|
SU537824A1 |
| Установка для изготовления асбестоцементных труб | 1976 |
|
SU660838A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХТРУБ | 1972 |
|
SU338390A1 |
| Способ автоматического мониторинга состояния асбестоцементных сбросных трубопроводов закрытой оросительной системы | 2021 |
|
RU2762365C1 |
| Устройство управления машиной для формирования асбестоцементных изделий | 1980 |
|
SU895665A1 |
| Установка для изготовления асбестоцементных изделий | 1987 |
|
SU1523353A1 |

