Изобретение относится к литейному производству и может быть использовано длл изготовления и выбивки литейных форм и стержней.
Известны импульсные головки даш формовки и выбивки литейных форм, содержащие корпус с крышкой, двухступенчатый поршень - клапан, размещенный внутри корпуса и образующий с крышкой надклапанную пол:ость, снабженную отверстием.
Недостатком таких головок является их недолговечность,что связано с неаиффективным использованием сжатого воздуха,большими контактными напряжениями в паре клапан-седло.
С целью устранения указанных недостатков в надклапанной полости предлагаемой головки расположена ступень порпня- клапана, имеющая меньший диаметр,а большая ступень порня-Елапана
Iснабжена пневматическим демпфером.
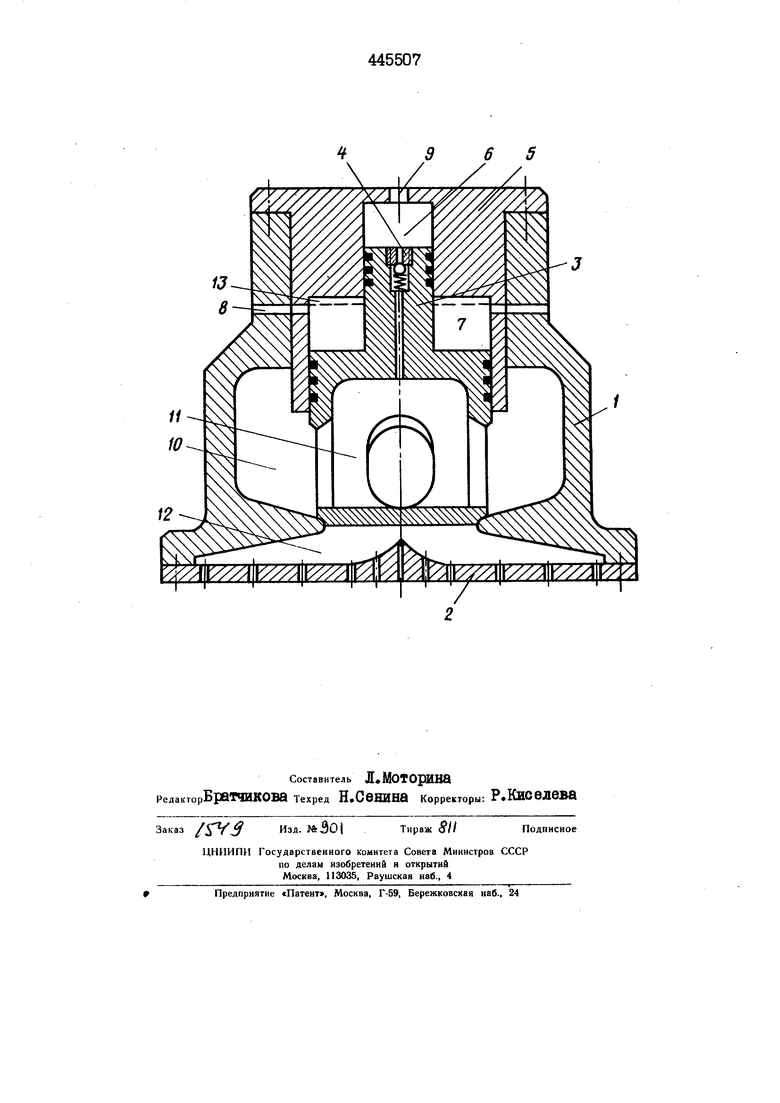
На чертеже изображена предлагаемая голоква.
Головка содержит Kopiiyc I о рассекателем 2, в котором размещен двухступенчатый порпень-клапан 3 с дросселем 4. Порнешь-клапан образует с крышкой 5 надклапанную полость 6 и полость 7 с отверстием
0 8.
Импульсная головка работает следующим образом.
(;жатый воздух высокого давпения через отверстия 9 поступает в
5 полость 6, создавая в ней давление, под действием которого опуска ется поршень-клапан 3,перекрывающий выходное отверстие полости 10 импульсной головки. Из подюсти 6 ожатый воздр; через JШ)cceль 4 поотупает в полости 10 и II.
По дротвжения веооходимого технологического ддваения в этих
полостях подача воздуха прекращается, а сжатый воздух из полости 6 сбрасывается, за C4e;f чего поднзамается поршень-клапан 3 в верхнее положение, и воздух устремляется через отверстие ресивера в полость 12, откуда через отверстия рассекателя равномерно распределяется по поверхности форм, уплотняя ее. В процессе подъема по мпня-клапана 3 воздух из полости 7 выбрасывается в атмосферу через отверстие 8,после перекрытия которого образуется демпферная полость -13,предотвращающая жесткий удар портня-клапана 3 о крышку 5,
Таким образом, предлагаемая или пульсная головка при повышенной стойкости, обеспечивая необходимые технологические параметры уплотнения литейнвх форм, позволяет повысить коэффициент использования сжатого воздуха.
ПРЩМЕТ ИЗОБРЕТЕНИЯ
1,И у|пульсная головка преимущественно для изготовления литейных форм прессованием смеси сжатым воздухом, содержащая корпус с крышкой и двуступенчатый поршеньклапан, размещенный внутри корпуса и образующий с крышкой надклапан. ную полость, снабженнро ВЕ СКНЫМ отверстием, отличающаяс я тем, что, с целью уменьшения непроизводательных потерь сжатого воздуха, в надклапанной полости расположена ступень порпня-клапана имеющая меньший диаметр.
2.Импульсная головка по п.1, отличающаяся тем, что, с целью повышения срока ее службы большая ступень порпня-клапана снабжена пневматическим демпфером. РЯ|К: |Г.|Р ||
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсная головка | 1986 |
|
SU1360879A1 |
| Импульсная головка | 1977 |
|
SU623632A1 |
| Импульсная головка | 1982 |
|
SU1097435A2 |
| Импульсная головка | 1979 |
|
SU804183A1 |
| Импульсная головка | 1988 |
|
SU1600913A1 |
| Пневматическая головка | 1973 |
|
SU467781A1 |
| Способ выбивки отливок из литейных форм и устройство для его осуществления | 1990 |
|
SU1726120A1 |
| Импульсная головка | 1979 |
|
SU774776A1 |
| Импульсная головка | 1989 |
|
SU1673252A1 |
| Импульсная головка | 1983 |
|
SU1114486A1 |