I
Изобретение относится к области литейного производства, в частности к механизмам прессования машин литья под давлением.
Известные системы управления механизмами прессования металла в машинах литья под давлением, включающие цилиндр двойного действия и пневмогидравлический аккумулятор, сВОевремелно не обеспечивают эффект допрессовки.
Предложенная система управления отличается от известных тем, что поршневая пол-ость цилиндра прессования соединена с пневмОгидравлическим аккумулятором через дроссель и обратный управляемый клапан, который связан с распределителем через напорный золотник, настраиваемый на определенное давление срабатывания.
Это позволяет создать необходимое давление в паршлевой полости цилиндра лрессован.ия в момент допрессовки металла в прессформе и предотвратить разрядку пневмогидравлического аккумулятора после допрессовки.
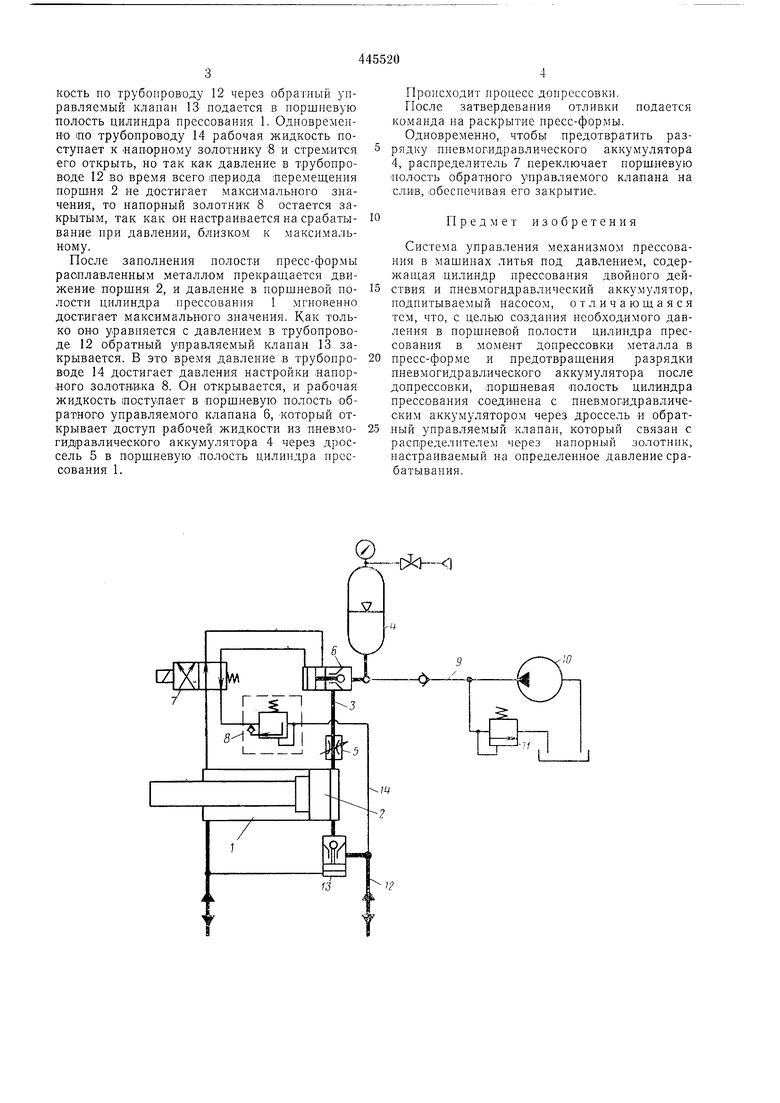
На чертеже схематически изображена описываемая система управления.
Система управления механизмом прессования содержит цилиндр прессования 1 двойного действия, внутри которого перемещается поршень 2.
Поршневая полость цилиндра прессования
1 соединена трубопроводом 3 с пневмогидравлическим аккумулятором 4 через дроссель 5, служащий для регулирования скорости нарастания давлени1 в поршневой ;к:)ло::ти, а обратный управляемый клапан 6, работой которого управляет распределитель 7 и напорный золотник 8.
Пневмогидравл-ический аккумулятор 4 трубопроводом 9 соединен с насосол 10 невысокой производительности и высокого давления. Заданное давление в пнев.могидравлическом аккумуляторе 4 поддерживает предохранительный клапан 11.
В исходном пололсении, т. е. при отведенном вправо поршне 2, штоковая нолость цилиндра прессования 1 соединена с напорной магистралью. Поршневая полость цилиндра прессования 1 соединена со сливом. Пневмогидравлический аккумулятор 4 подпитан до заданного давления, превышающего максимальное давление в подводящем трубопроводе 12, насосом 10, работающем в течение всего периода работы машины.
Когда пневмогидравлический аккумулятор 4 подпитан, жидкость через предохранительный клапан 11 поступает на слив. Обратный управляемый клапан 6 закрыт распределителем 7.
После заливки порции расплавленного металла в камеру прессования рабочая жид3
кость по трубопроводу 12 через обратный управляемый клапап 13 подается в поршневую полость цилиндра прессования 1. ОдновременНО 1ПО трубопроводу 14 рабочая жидкость поступает к «апорному золотнику 8 и стремится его открыть, но так как давление в трубопроводе 12 во время всего периода перемещения поршня 2 не достигает максимального значения, то напорный золотник 8 остается закрытым, так как он настраивается на срабатывание при давлении, близком к максимальному.
После заполнения полости пресс-формы расплавленным металлом прекращается движение порщня 2, и давление в поршневой полости цилиндра прессования 1 мгновенно достигает максимального значения. Как только оно уравняется с давлением в трубопроводе 12 обратный управляемый клапан 13 закрывается. В это время давление в трубопроводе 14 достигает давления настройки напорного золотника 8. Он открывается, и рабочая жидкость поступает в норщневую полость обратного управляемого клапана 6, Который открывает доступ рабочей жидкости из пневмогидравлического аккумулятора 4 через дроссель 5 в порщневую полость цилиндра прессования 1.
4
Происходит процесс допрессовки.
После затвердевания отливки подается команда на раскрытие пресс-формы.
Одновременно, чтобы предотвратить разрядку ппевмогидравлического аккумулятора 4, распределитель 7 переключает поршневую полость обратного управляемого клалана на слив, Обеспечивая его закрытие.
Предмет изобретения
Система управления механизмом прессования в мащинах литья под давлением, содержан 1,ая дилиндр прессования двойного действия и пневмогидравлический аккумулятор, поднитываемый насосом, отличающаяся тем, что, с целью создания необходимого давления в порщневой полости цилиндра прессования в момент допрессовки металла в пресс-форме и предотвращения разрядки пневмогидравлического аккумулятора после допрессовки, поршневая полость цилиндра прессования соединена с ппевмогидравллческим аккумулятором через дроссель и обратный управляемый клапан, который связан с распределителем через напорный золотник, настраиваемый на определенное давление срабатывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прессования для машин литья под давлением | 1974 |
|
SU478683A1 |
| Механизм прессования машин литья под давлением | 1980 |
|
SU933227A1 |
| Механизм прессования машины литья под давлением | 1990 |
|
SU1733189A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU891213A1 |
| Механизм прессования машины литья под давлением | 1977 |
|
SU677811A1 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU908509A1 |
| Механизм прессования машины литьяпОд дАВлЕНиЕМ | 1978 |
|
SU818745A1 |
| Механизм прессования машины литья под давлением | 1975 |
|
SU527258A1 |
| Узел прессования с подпрессовкой машины литья под давлением | 1975 |
|
SU559768A1 |
