1
Изобретение относится к области обработки металлов давлением.
Известен инструмент для прессования из заготовок полых профилей, содержащий размещенные в контейнере матрицу, установле}-ную с возможностью захода в матрицу от самостоятельного привода иглу с калибрующим и сужающимся в сторону калибрующего конусным участками, а также пресс-щтемпель с полостью для захода в нее иглы. Однако такой инструмент нельзя использовать для прессования профилей из сплощных заготовок.
В описываемом инструменте с целью использования сплощной заготовки игла выполнена из двух самостоятельных последовательно установленных по оси прессования частей, при этом часть иглы с выполненным на ней калибрующим и конусным участками свободно размещена в матрице.
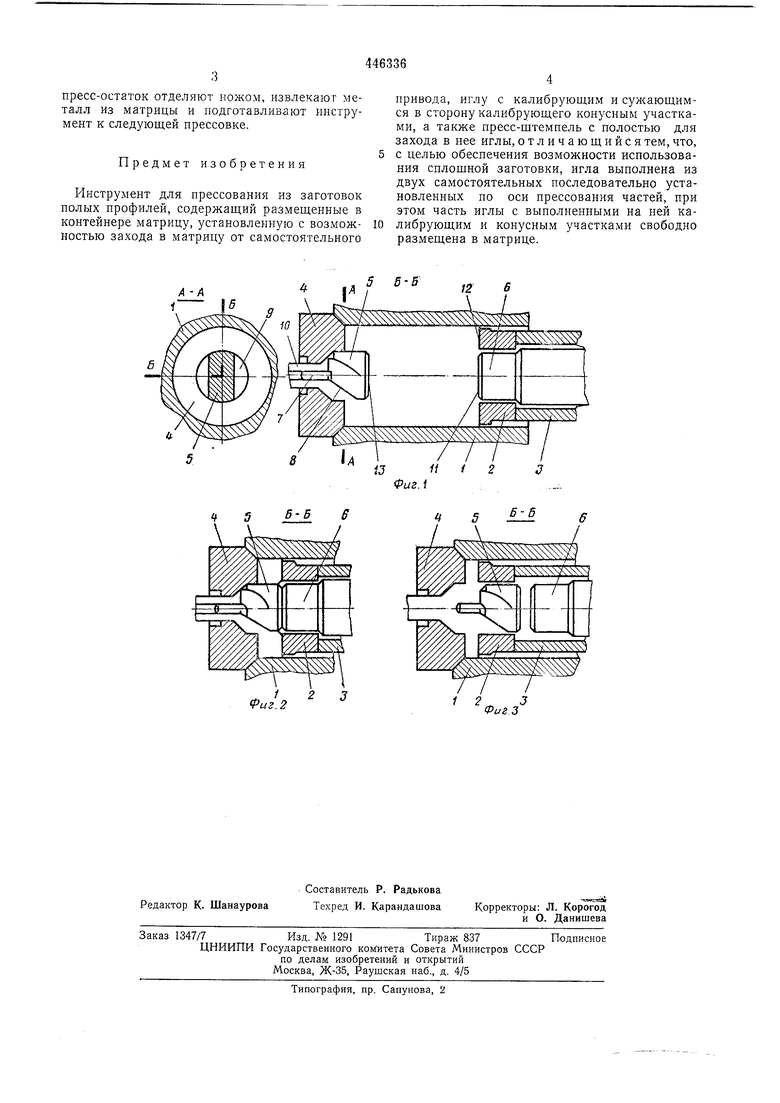
На фиг. 1 показан предлагаемый инструмент, продольный разрез; на фиг. 2 - инструмент в момент окончания процесса прессования, продольный разрез; на фиг. 3 - инструмент при выталкивании рабочей части иглы в отверстие пресс-щайбы.
Инструмент состоит из контейнера 1, прессщайбы 2, щплинтона 3, матрицы 4, рабочей части иглы 5, выполненной отдельно подвижной цилиндрической части иглы 6. Рабочая часть иглы 5 выполнена в виде цилиндра с
диаметром, равным диаметру цилиндрической подвижной части иглы 6. На переднем конце части иглы 5, обращенном в сторону очка матрицы, имеются калибрующий участок 7 и сужающийся в сторону калибрующего конический участок 8. Часть иглы 5 свободно размещена в цилиндр 1ческой выточке 9 матрицы 4, при этом она выступает над плоскостью матрицы.
Первой стадией прессования является распрессовка слитка. При этом часть иглы 6 запирает отверстие в пресс-шайбе 2 (фиг. 1).
Металл, обтекая часть иглы 5 и свариваясь в процессе истечения в матрице 4, формируется на выходе из нее в готовое изделие 10. Процесс прессования ведется до момента, когда торцовая поверхность 11 части иглы 6, находящаяся в период прессования на одном уровне с рабочей поверхностью 12 пресс-щайбы 2, коснется либо не дойдет на 2-5 мм до торцовой поверхности 13 части иглы 5 (фиг. 2). Затем часть иглы 5 выталкивается из матрицы в отверстие пресс-щайбы. Для этого часть иглы 6 выводят из пресс-щайбы. Усилием, передаваемым щплинтоном 3 на пресс-щайбу 2, продолжают процесс выдавливания, при этом составляющая давления, направленная в сторону, противоположную направлению истечения металла, выталкивает часть иглы 5 в отверстие пресс-шайбы 2 (фиг. 3). После этого
пресс-остаток отделяют ножом, извлекают металл из матрицы и подготавливают инструмент к следующей прессовке.
Предмет изобретения
Инструмент для прессования из заготовок полых профилей, содержащий размещенные в контейнере матрицу, установленную с возможностью захода в матрицу от самостоятельного
А -Л
Фиг. 2
привода, иглу с калибрующим и сужающимся в сторону калибрующего конусным участками, а также пресс-штемпель с полостью для захода в нее иглы, отличающийся тем, что,
с целью обеспечения возможности использования сплошной заготовки, игла выполнена из двух самостоятельных последовательно установленных по оси прессования частей, при этом часть иглы с выполненными на пей калибрующим и конусным участками свободно размещена в матрице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер устройства для прессования труб и полых профилей | 1986 |
|
SU1375371A1 |
| ИНСТРУМЕНТ К ПРЕССУ С САМОСТОЯТЕЛЬНЫЛ< ПРОШИВНЫМ УСТРОЙСТВОМ | 1972 |
|
SU360126A1 |
| Инструмент для прессования полых изделий | 1974 |
|
SU533417A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| Устройство для прошивки слитков и прессования труб из тугоплавких металлов | 1984 |
|
SU1250335A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФ.ь^ЛЕЙ | 1973 |
|
SU397245A1 |
| Инстумент для прессования полых профилей | 1979 |
|
SU804051A1 |
| Прессовый инструмент для экструдирования полых осесимметричных профилей | 1977 |
|
SU627883A1 |
