Известны формовочные машины для изготовления литейных форм, в которых уплотнение смеси осуществляется одновременно вибрацией и прессованием. Однако эти машины включают большое количество исполнительных механизмов, работа которых основана на последовательном выполнении технологических операций.
Предложенная машина отличается от известных тем, что вибропрессовое устройство снабжено вторым гидровибратором, расположенным соосно с первым. JB нижней каретке установлены две наполнительные рамки, снабженные двойным дном, причем внутреннее дно выполнено из эластичного материала, а на внешнем укреплены подпружиненные штыри, проходящие через двойное дно и неподвижно связанные с расположенной внутри рамки прессовой колодкой. Это упрощает конструкцию машины и повышает ее производительность.
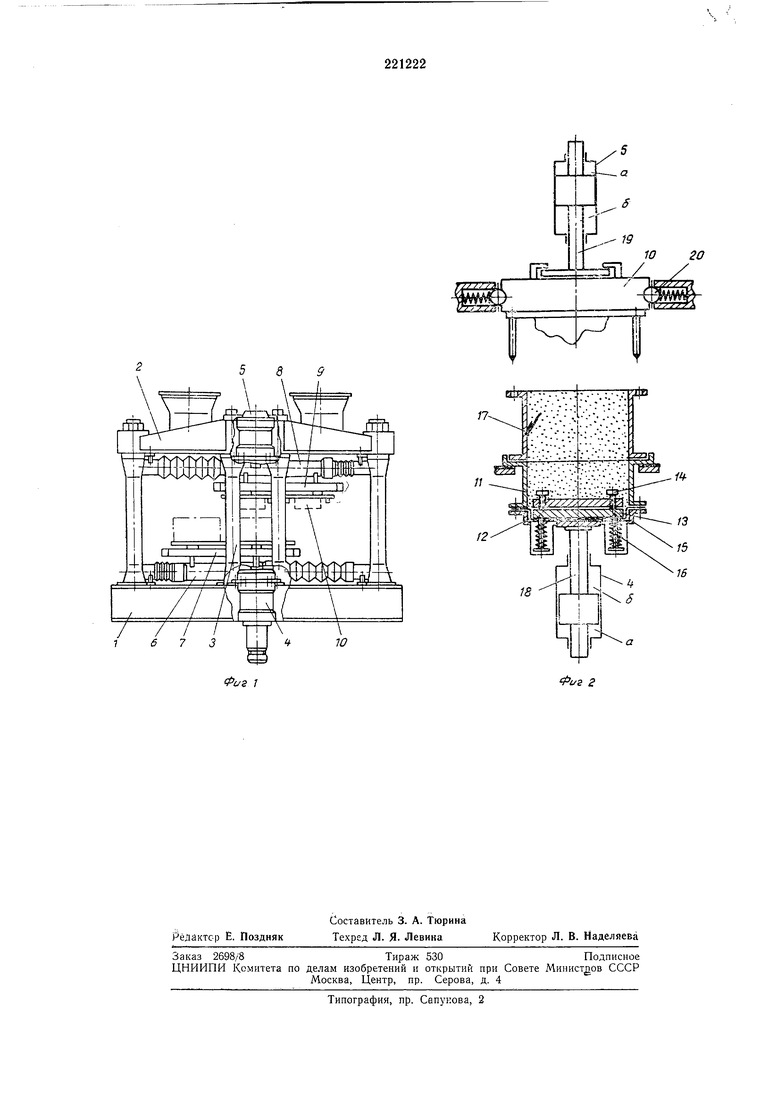
На фиг. 1 схематически изображена описываемая машина; на фиг. 2 - опока и модельные комплекты.
Машина содержит основание / и раму 2, связанные между собой колоннами 3, гидровибраторы 4 и 5, представляющие собой гидравлические цилиндры двустороннего действия. На основании 1 укреплен гидравлический цилиндр 6, обеспечивающий горизонтальное
возвратно-поступательное перемещение нижней каретки 7, а на раме 2 г- гидравлический цилиндр 8 для такого же перемещения верхней каретки 9. каретка состонт из сварной рамы с двумя ячейками, причем в гнезда каретки 9 вмонтированы модельные комплекты JO, а в гнезда каретки 7 вставлены наполнительные рамки // с прессующим устройством. Наполнительная рамка представляет собой емкость коробчатого типа с двойным дном, одно из которых 12 выполнено из эластичного материала и служит опорой для прессовой колодки 13, состоящей из двух частей, соединенных меледу собой при помощи регулируемых винтов 14. Нилшее дно 15 имеет два подпружиненных штыря 16, предназначенных для направления колодки 13 во время прессования и возврата ее в исходное положение. Силовым приводом машины служит маслонасосная станция (на чертеже не показана) с насосами высокого и низкого давления Н пульсатором, обеспечивающим пульсационную поочередную подачу давления в полости гидровибраторов.
После установки опоки 17, на одну из ра Мок // каретки 7 ее заполняют формовочной смесью. Каретки 7 и 9 устанавливают опоку 17 Н модель низа на рабочую позицию (между гидровибраторами 4 и 5). Подачей масла в
полости а гидровибраторов производят перемещение навстречу друг другу опоки /7 со смесью и модельного комплекта, при этом шток 18 гидровибратора 4 снимает с каретки 7 прессующее устройство с опокой 17, а шток 19 гидровибратора 5 выдавливает из подпружиненных захватов 20 каретки 9 модельный комплект 10. После сборки опоки и модели подключается пульсатор и создается вибрация вертикально направленного действия. Одновременно под эластичное дно 12 подается сжатый воздух для осуществления прессования. Подачей масла в полости б гидровибраторов осуществляют вытяжку и возврат модельного комплекта на исходные позиции каретки 9, а готовой полуформы с прессующим устройством - на исходные позиции каретки 7. Одновременно с изготовлением полуформы пиза осуществляется подача и установка на каретку 7 опоки верха и ее заполнение смесью. Каретки возвращаются на исходные позиции, и цикл повторяется.
Предмет изобретения
Вибропрессовая формовочная машина, преимущественно для изготовления литейных форм, включающая основание, нижнюю и верхнюю каретки, имеющие возвратно-поступательное движение в горизонтальной плоскости при помощи двух цилиндров, и вибропрессовое устройство, содержащее гидровибратор,
наполнительную рамку и прессовую колодку, отличающаяся тем, что, с целью повышения ее производительности и упрощения конструкции, вибропрессовое устройство снабжено вторым гидровибратором, расположенным
соосно с первым, а в нижней каретке установлены две наполнительные рамки, снабженные двойным дном, причем внутреннее дно выполнено из эластичного материала, а на внещнем укреплены подпружиненные щтыри,
проходящие через двойное дно и неподвижно связанные с расположенной внутри рамки прессовой колодкой.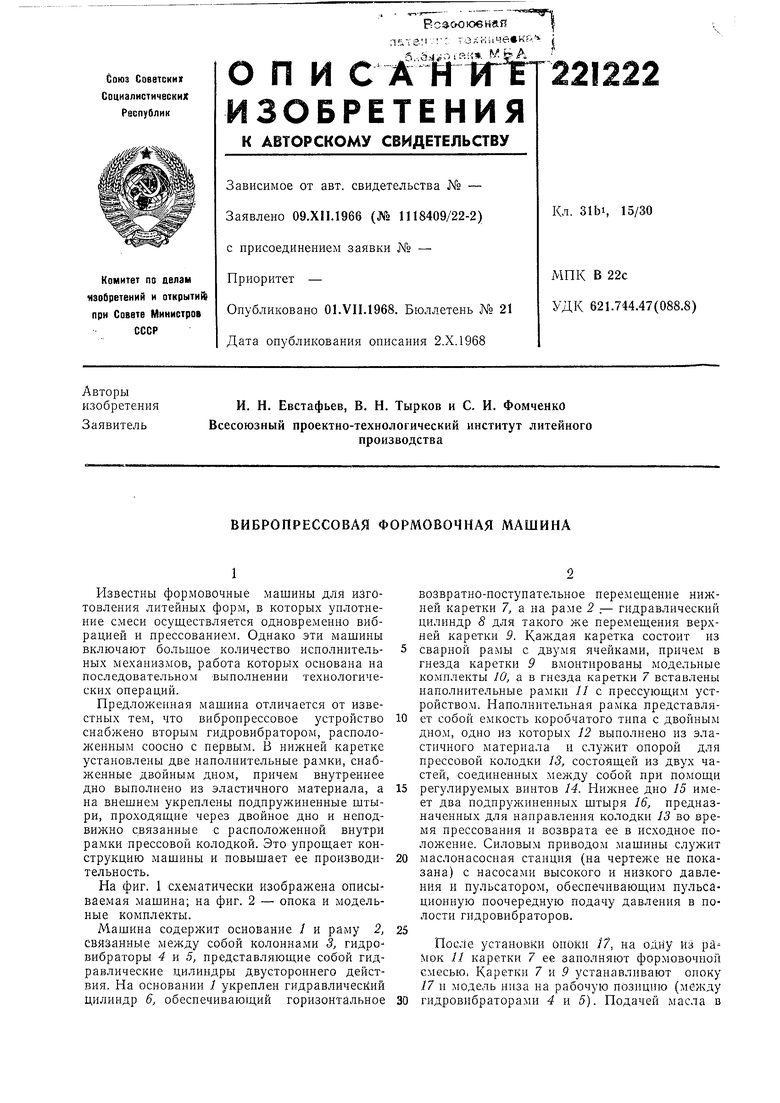

| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| Многопозиционный прессово-формовочный автомат | 1985 |
|
SU1435396A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| Модель литниковой чаши | 1961 |
|
SU144586A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |