1
Изобретение относится к области непрерывной разливки металлов на машинах криволинейного типа.
Известен способ непрерывной разливки, включающий вытягивание слитка с затравкой из кристаллизатора и правку слитка последовательными парами приводных прижимных валков тянуще-правильного устройства.
Одним из основных параметров, определяющих режим работы машины, является суммарное тянун1,ее усилие, создаваемое валками тянуще-правильного устройства и находящееся в пря.мой пропорциональной зависимости от усилия их гидроприжима. При этом валки выполняют двойную функцию: ведение затравки и ведение слитка с одновременной его правкой. В первом случае тянущее усилие, которое создается валками, определяется только силой трения в кристаллизаторе и сопротивлением движению в роликовых секциях вторичного охлаждения. Во втором случае к названным факторам добавляется, еще усилие, необходимое для совершения работы правки.
Момент правки пропорционален размерам поперечного сечения слитка и механическим характеристикам разливаемого металла при температуре правки. Поэтому при определенных условиях (высокопрочные марки сталей, большие поперечные сечения) необходимо обеспечить высокие усилия гидроприжима валков, которые, как показывают расчетные и
экспериментальные данные, в 2-2,5 раза превышают величину необходимого усилия гидронрижима в момент прохождения через валки затравки, несмотря па то, что коэффициент
сцепления валков с затравкой приблизительно в два раза меньше, чем коэффициент сцепления валков с горячим металлом.
Недостаток известного способа заключается в том, что усилие гидроприжима валков
тянуще-правильного устройства, рассчитанное из условия правки слитка, остается неизменным в процессе работы машины, создавая большие контактные нагрузки на затравку, приводящие к быстрому ее износу.
Цель изобретения - устранение указанного недостатка. Достигается это тем, что вход слитка в каждую пару валков фиксируют датчиком положения, а усилие прижатия валка увеличивают при этом в два-три раза по
сравнению с усилием прижатия к затравке.
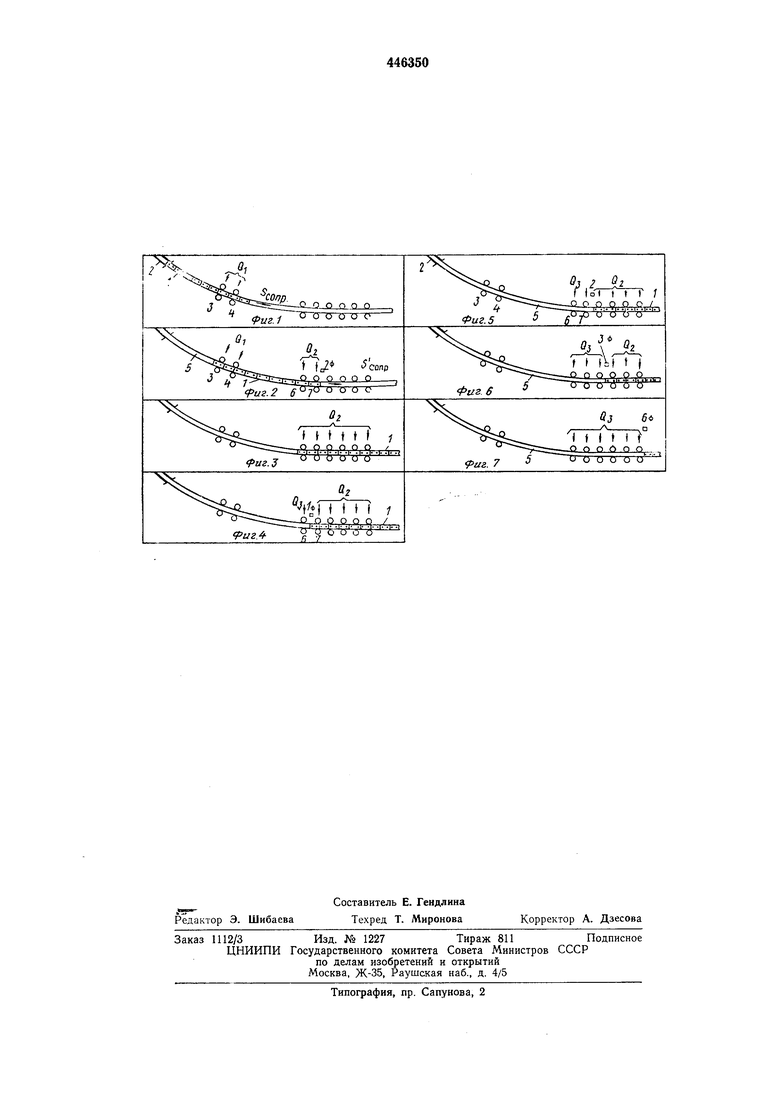
На фиг. 1-7 показана схема осуществления способа непрерывной разливки металла на машине наклонно-радиального типа.
Как видно из фиг. I затравку 1 заводят верхним концо.м в кристаллизатор 2, а нижний конец зажимают парами валков 3 и 4 тянущего устройства с усилием Qi:
сопр.
Q,
HI;
затр.
где 5сопр. - сопротивление вытягивания слитка из кристаллизатора и верхнего участка зоны вторичного охлаждения;
«1 - число приводных валков тянущего устройства;
fi - коэффициент сцепления с затравкой.
В начале разливки вытягивание слитка 5 осуществляют валками 3, 4 тянущего устройства. Вход затравки в первые две пары валков 6, 7 тянуще-правильного устройства (см. фиг. 2) фиксируется фотоимпульсатором 2Ф, по команде которого снимается давление в гидросистеме валков 3, 4, создающих прижимное усилие QI, и затравка зажимается первыми двумя парами валков 6, 7 с усилием Q2:
сопр.
2
«2-(затр.
где 5сопр.- суммарное сопротивление вытягиванию слитка из кристаллизатора и всей зоны вторичного охлаждения;
«2 - число приводных валков в первых двух парах тянущеправильного устройства.
В дальнейщем слиток вытягивается валками с усилием гидроприжима Qa (см. фиг. 3).
По достижении слитком 5 первой пары валков 6, что фиксируется фотоимпульсатором 1Ф (см. фиг. 4) давление в системе гид-.ропривода верхнего валка автоматически увеличивается в два раза, в результате чего повыщается в два раза усилие его гидроприжима Qs. Такая операция повторяется после прохождения слитка через вторую пару валков 7 (см. фиг. 5), что регистрируется фотоимпульсатором 2Ф. Вход слитка в третью пару валков фиксируется фотоимпульсатором ЗФ (см. фиг. 6) и т. д. Усилие Qs гидроприжима валков к слитку рассчитывается из условия создания тянущего усилия, необходимого для преодоления 5сопр. и соверпления работы правки непрерывного слитка Snp, т. е.
о
.
f) - сопр. Va -
«(сл.
где )Ясл - коэффициент сцепления валков со 5слитком;
п - число приводных валков в первых трех парах тянущеправильного устройства, при достижении которых слитком начинается процесс его 0правки.
Эффективность применения данного способа, состоящего в создании дифференциального давления валков тянуще-правильного устройства при прохождении через них затравки и слитка, особенно очевидно, когда валками одновременно прокатывается непрерывный слиток. В этом случае усилия прижима валков по обрабатываемому металлу еще более
0 значительны, так как в определении их величин учитывается прокатка металла, и они могут в 2,5-3 раза превосходить усилия прижима валков к затравке.
5 Возможны и другие варианты осуществления способа. Например, в качестве датчиков положения могут быть использованы конечные выключатели, фиксирующие вход слитка в каждую пару валков тянуще-правильного
0 устройства и связанные соответствующим образом с системой, регулирующей усилие прижатия валков.
Предмет изобретения
Способ непрерывной разливки металлов, включающий вытягивание слитка с затравкой из кристаллизатора и правку слитка последовательными парами приводных валков тянуще-правильного устройства, прижимаемых гидроприводом, отличающийся тем, что, с целью уменьшения износа затравки, вход слитка в каждую пару валков фиксируют
датчиком положения, а усилие прижатия валка к слитку увеличивают при этом в два-три раза по сравнению с усилием прижатия к затравке.
I l 1
До о n n о /
p
4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Радиальная установка непрерывной разливки металлов | 1971 |
|
SU398082A1 |
| Установка непрерывного литья металлов | 1983 |
|
SU1091993A1 |
| Машина непрерывного литья заготовок | 1980 |
|
SU899249A1 |
| Правильно-тянущая секция машины непрерывного литья заготовок | 1991 |
|
SU1759539A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| Тянущее устройство установки непрерывного литья горизонтального типа | 1978 |
|
SU856650A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| ТЯНУЩЕ-ПРАВИЛЬНОЕ УСТРОЙСТВО | 1972 |
|
SU419300A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |