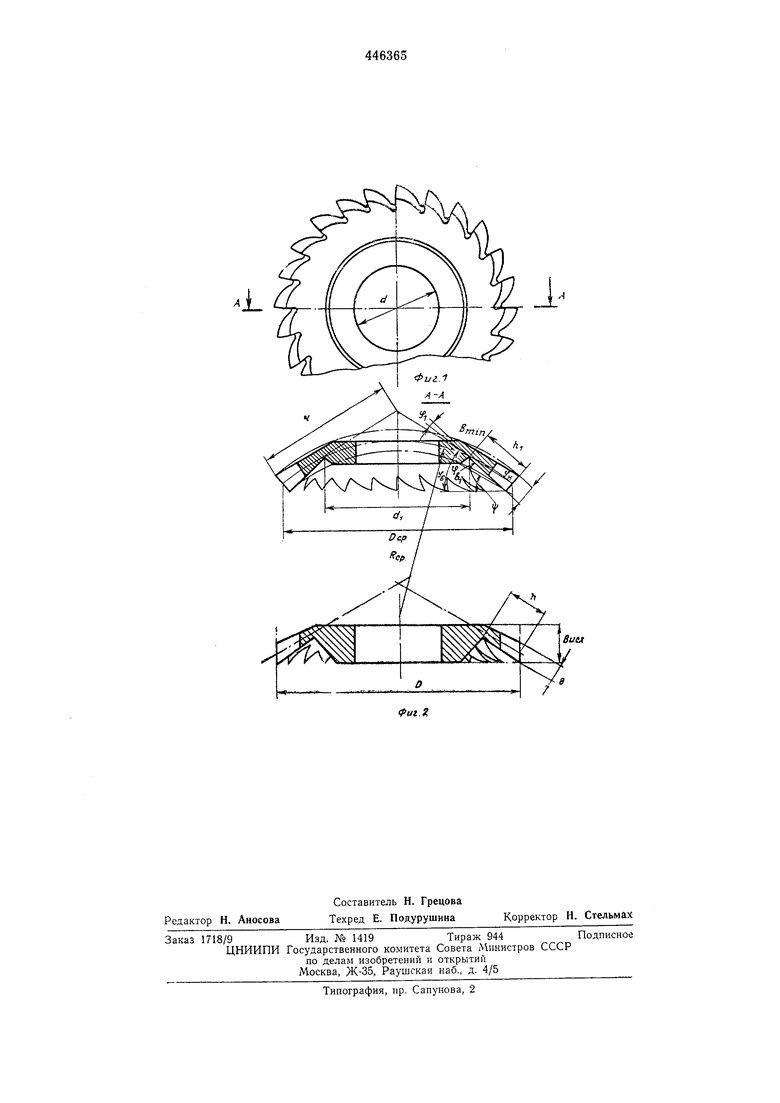
Изобретение относится к области обработк металлов и других материалов резанием. Известны пазовые фрезы для фрезерования сферических пазов, режущие зубья которых расположены по периметру выпуклого корпуса. В предлагаемой пазовой фрезе боковые стороны выпуклого корпуса расположены по коническим поверхностям. Это упрощает изготовление фрезы. На фиг. 1 изображена конусная фреза для прорезания сферических пазов; на фиг. 2 - то же, разрез по А-А на фиг. 1. Основным и исходным параметром конусных фрез для сферического фрезерования пазов является угол конусности i|;, находящийся между h (см. фиг. 2), являющейся хордой дуги, радиусом Rcf и плоскостью вращения фрезы, например, образуемой кругом диаметром Dcp. Величина этого угла находится в следующей зависимости от элементов, образующих прорезь или паз: (2г - /г) COS3 о : arctg 2Rfp т Л sin ее г - длина средней образующей конусной фрезы; Л - глубина фрезерования; а - угол наклона прорези к оси вращения обрабатываемой детали; /Л.-р - 1 сходный радиус круговой прорези. Знаки перед /г sin а определяются: минус, сли прорезь имеет наклон от оси вращения, плюс, если наклонена к оси вращения. При выражении г через di (величину, остащуюся постоянной при изменении величины гла а), где d - исходный диаметр, в предеах круга которого фреза остается плоской: /4 К4Rl о - arctg т А sin я 2 cos 3 Знаки перед /г определяются также, как и в формуле 1. Для изготовления прорезных, отрезных и пазовых конусных фрез необходимо знать углы наклона к плоскости вращения их внутренней и наружной поверхностей, фв и срн: - + 9в, + 1 где ф определяется по формулам (1) или (2) 9з, - a.ctg ± 1 sin 3
где
/ii /z+A/i;
Д/i - запас глубины;
RB - исходный радиус круговой прорези
до ее внутренней кромки. Для тонких фрез RB можно заменить, на
Аср - TH-V-,,(4)
где ф1 -угол утонения, предотвращающий трение стенок фрезы вследствие биения (аналогично для плоских фрез); Из формулы (3) и (4) видно, что угол утонения к центру внутренней поверхности фрез на величину фв, больше угла утонения по нару кной поверхности.
Сходящиеся во внутрь поверхности конусных фрез приводят к существенному утонению
фрез на длине hi от края. Толщина Втш Фрезы с достаточной точностью может быть определена по формуле:
и и h sin(9, + 2cf,)cos293,
(5)
Omin -- О - П,
COSC,COS(-fB, + 9l)
Прорезные, отрезные и пазовые конусные
фрезы могут быть изготовлены, если Smin не
меньше определенной допускаемой величины.
Предмет изобретения
Пазовая фреза для фрезерования сферических пазов, зубья которой расположены по периметру выпуклого корпуса, отл ичающаяся тем, что, с целью упрощения ее изготовления, боковые стороны выпуклого корпуса расположены по коническим новерхностям.
Вии
| название | год | авторы | номер документа |
|---|---|---|---|
| Пазовая фреза для фрезерования сферических пазов | 1979 |
|
SU891258A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРУГОВЫХ ОТВЕРСТИЙ И ДЕТАЛЕЙ | 1992 |
|
RU2031761C1 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС | 1991 |
|
RU2043186C1 |
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Способ обработки отверстий с наклонной образующей | 1991 |
|
SU1836999A1 |
| Способ обработки конического отверстия | 1985 |
|
SU1379017A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС, ОБРАЗУЮЩИХ ГИПОИДНУЮ ПЕРЕДАЧУ | 1991 |
|
RU2043187C1 |
| Способ коррекции формы круговых зубьев конических колес | 1990 |
|
SU1764871A1 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2041034C1 |