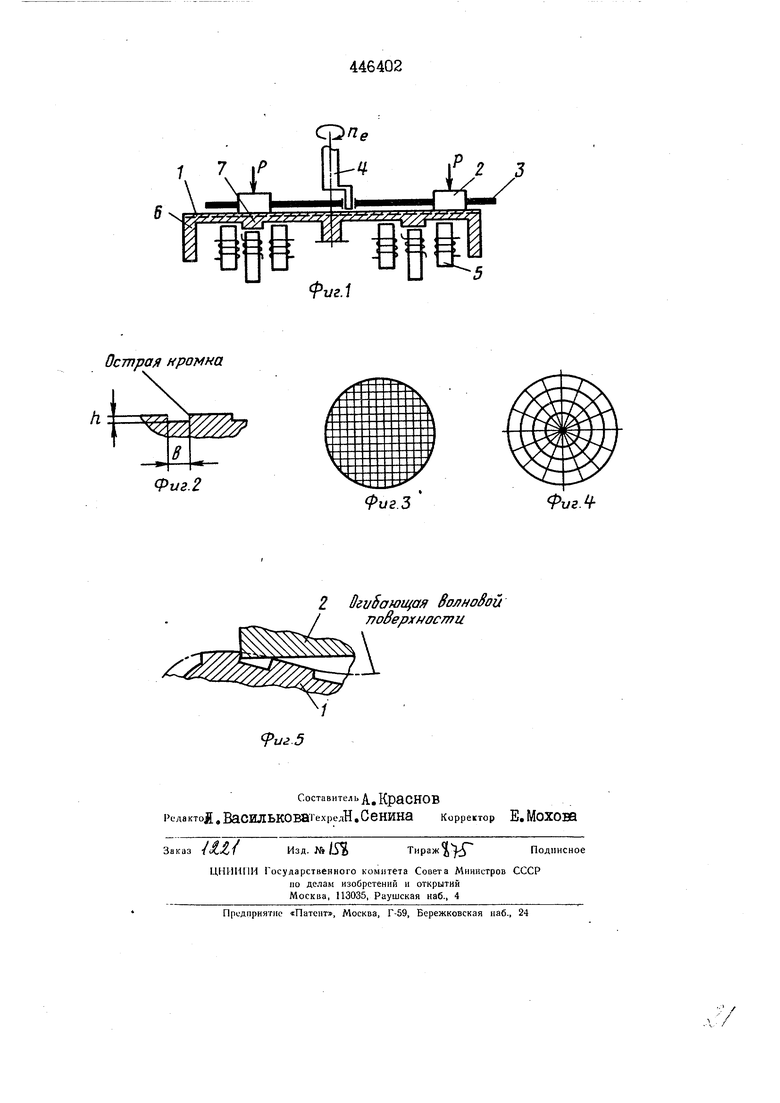
Известен способ безабразивной доводки, при котором съем припуска осуществляют инструментом из прочного упругого материа ла, на рабочей поверхности которого нанесены микронеровности. Предлагаемый способ отличается от известных тем, что с целью управления процессом формообразования обрабатываемых поверхностей за счет создания системы подвижных микролезвий, последней сообщают волновые колебания. На фиг.1 дана схема устрой ства для доводки деталей в рабочем положении; на фиг.2 - рабочая поверхность инструмента в свободном состоянии, сечение; на фиг.З и 4 - варианты расположения на рабочей поверхности инструмента /диска/; на фиг.5 схема образования режущих лезвий Доводка предлагаемом способом может быть осуществлена инструментом /дкском/, рабочая поверхность которого покрыта ри-п фленидаи глубиной /v и шириной С /фиг 2/fдостаточными для размещения частиц удаляемого матетэиала детали. В исходном положении рабочая поверхность диска I плоская, все линии пересечения боковых поверхностей рифлений и внешней поверхности диска лежат в одной плоскости; лезвш, способных производить съем материала детали 2 при её движении по рифленой поверхности диска, не существует. Детали укладываются в сепаратор 3, который приводится во вращение с помощью эксцентрика 4 со скоростью ИА, , Далее детали прижимают с усилием к рабочей поверхности диска. Затем в диске возбуждают вынужденные колебания любым известным способом, например при помощи магнитострикщонных преобразователей 5, Обеспечение требуемой частоты и амплитуды колебании диска достигается за счёт подбора количества, расположения и
геометрических размеров ребер 6 и 7 жесткости, располо женных на нерабочей поверхности диска, а также подбором количества, расположения и параметров преобразователей. При возбуждении колебаний кромки рифлений рабочей поверхности диска получают смещение одна относительно другой в плоскости, перпендикулярной к рабочей поверхности диска, что приводит к удалению материала с детали. При этом геометрические параметры микролезвий в процессе колебаний непрерывно изменяются, что приводит к возникновению
сложного напряженного состояния материала детали в микрообъемах, примыкающих к микюолезвиям, и, . как следствие, к охрупчиванию и более легкому снятию частиц материала детали.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ
Способ безабразивной доводки, при котором Съем припуска осуществляют инструментом из прочного-упругого материала, на рабочей, поверхности которого нанесены
микронеровности, отличающийся тем, что, с целью управления процессом формообразования обрабатываемых поверхностей за счет создания подвижных микролезвий,
последней сообщают волновые колебания.
vs.i
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ БЕЗАБРАЗИВНОЙ ДОВОДКИ | 1970 |
|
SU433021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ, ДИЭЛЕКТРИЧЕСКИХ И ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2074053C1 |
| Способ обработки поверхностей | 1975 |
|
SU541647A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| Способ доводки шариков | 1980 |
|
SU948627A1 |
| Способ ультразвуковой обработки | 1971 |
|
SU445474A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСЕВАЮЩЕГО ДИСКА ДЛЯ ПНЕВМАТИЧЕСКОГО ВЫСЕВАЮЩЕГО АППАРАТА | 2012 |
|
RU2510318C2 |
| Способ электрохимической обработкизубчАТыХ КОлЕС | 1977 |
|
SU804327A2 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Устройство для абразивной обработки плоских поверхностей | 1977 |
|
SU691284A1 |
Остлрая
ш.2
(риг.З
ш.
