Изобретение относится к кон вёйернолчг транспорту.
Известны конвейеры для меж- . операционного перемещения деталей, состоящие из приводной и натяжной станций, огибаемых бесконечной цепью,и направляющих.
Цель изобретения - улучшение условий сборки и возможности поворота крупногабаритных изделий.
Для этого направляющие выполнены в виде отдельных секций, крайние из которых выполнены неподвижными, а промежуточные - поворотными вокруг горизонтальной оси, связаны с приводами их поворота и снабжены фиксаторами изделий, взаимодействующими посредством конечных выключателей с приводами поворота секций.
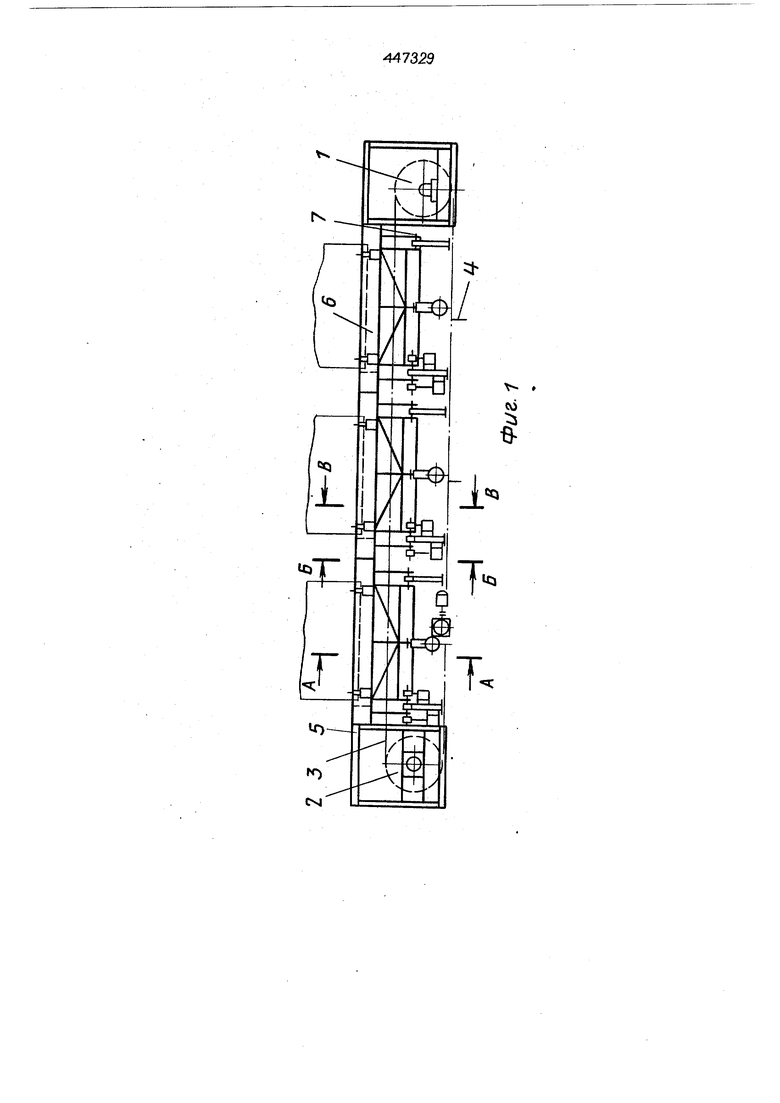
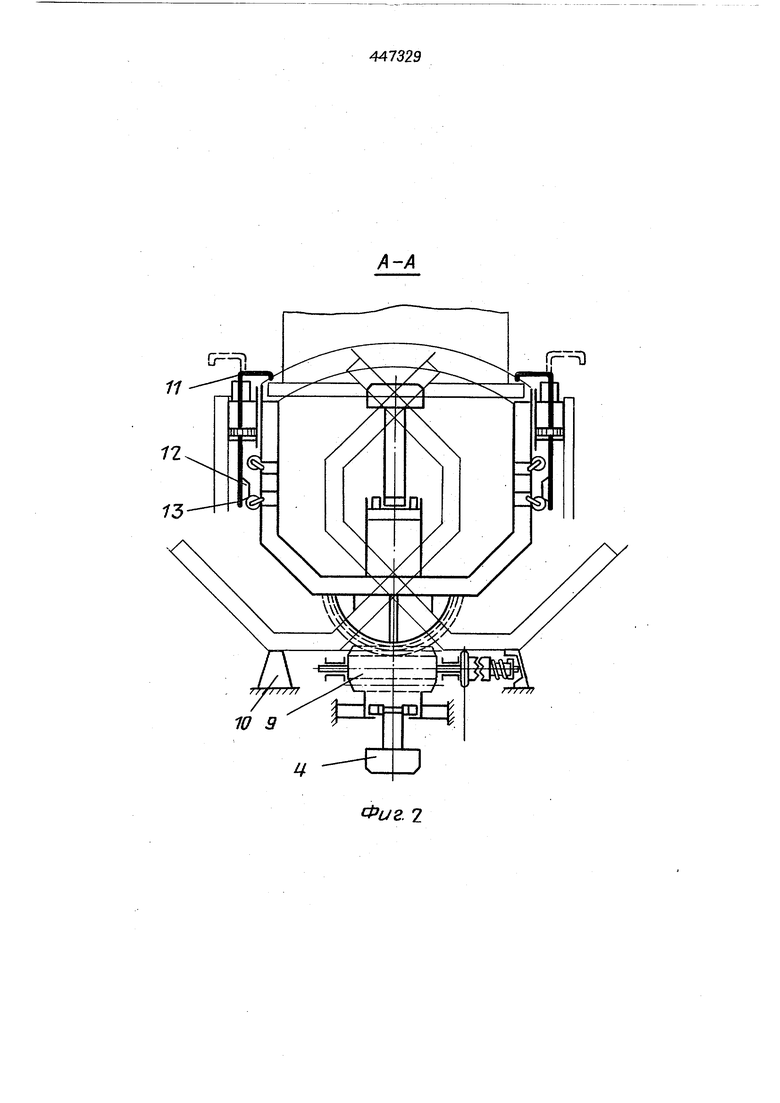
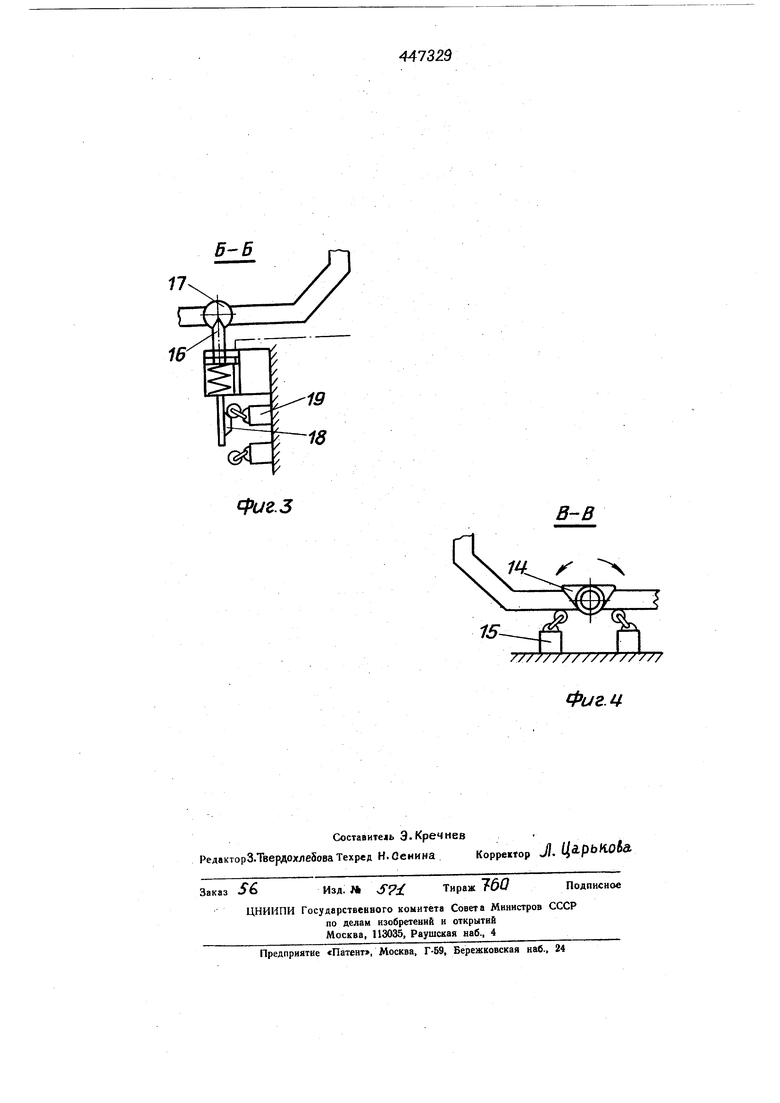
На фиг. I показан предлагамый конвейер, общий вид; на фиг.2 разрез по А-А на фиг. I; на фиг. 3 - разрез по Б-Б на фиг. I; на фиг. 4 - разрез по В-В на фиг. I. Конвейер состоит из привод- i
ной I, натяжной 2 станций,цепи 3 с закреплёнными на ней толкателями 4, попарно неподвижных секций 5, расположенных на приводной и натяжной станциях, попарно поворотных секций 6, которые в исходном положении являются продолжением неподвижных секадй 5. Каждая из попарно поворотных секций 6 связана между собой общей рам0кой, сидящей на оси 7 привода 8 поворота с червячной передачей 9, и снайкена упорами 10. Поворотные секции 6 снабжены пневмоприхватами И, кулачками 12, конечными вык5лючателями 13 и кулачками 14 с конечными выключателявди 15, пневмофиксаторами 16 с дисками 17,кулачками 18 с конечными выключателями 19.
Базовая деталь собираемого изделия устанавливается на неподвижные секции 5 натяжной станции 2. Цепь 3 при помощи то.пкателей 4 перемещает изделие на шаг, т. е. на следующую секцию конвейера с
поворотныляи секциякш 6. Прихваты II прижимают изделие к секциям 6, после чего секции 6 посредством привода 8 и червячной передачи 9 поворачиваются вокруг оси 7 вместе с изделием до упора 10, т.е. в положение, удобное для сбо1яи и сварки.
После выполнения операции поворотные секции 6 вместе с изделием возвращаются в исходное Положение определяемое фиксатором b и диском 17. В этом положении прихваты II освобождают изделие, и цепь 3 передвигает его на следующий шаг. Количество поворотных направляющих 6 определяется технологией сборки. Автоматизация всех движений осуществляется 1 лачками 12,14 и 18 и конечными выключателявяй 13,15 и 19.
ПРЕЗШЕГ ИЗОБРЕГБИШ
Конвейер для межоперационного перемещения изделий, содержа1ций бесконечный тяговый орган с закреплёнными на нём толкателями изделий, установленных в направляющих, отличающийся тем, что, с целью улучшения условий сборки и возможности поворота крупногабаритных изделий, направляющие состоят из отдельных секций, крайние из которых выполнены неподвижными, а промежуточные - поворотными вокруг горизонтальной оси, связаны с приводами их поворота и снабжены фиксаторами из- делий, взаимодействующими посредст
° конечных выключателей с приводами поворота секций.
11
2
В-Б
.З
В-в
X
,
///77
//.
Фиг. ц
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для разборки полотна транспортера | 1974 |
|
SU510346A1 |
| Поточная линия сборки карданных валов | 1986 |
|
SU1333528A1 |
| Устройство для поворота грузовых подвесок конвейера | 1983 |
|
SU1155535A1 |
| Поточная линия для сборки и сварки крупногабаритных изделий | 1986 |
|
SU1400840A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ СБОРКИ КРУПНОГАБАРИТНОЙ КОРПУСНОЙ МЕБЕЛИ | 1966 |
|
SU214070A1 |
| Устройство для образования попереч-НыХ шВОВ HA ТЕРМОСВАРиВАЕМыХ РуКАВАХи ОТРЕзАНия гОТОВыХ пАКЕТОВ | 1979 |
|
SU806540A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Автомат для обвязки пакетов и т.п. хлопчатобкмажной лентой | 1958 |
|
SU123448A1 |
| Привод пульсирующего конвейера | 1984 |
|
SU1180316A2 |