ОС
Фl/г.f
Изобретение относится к области сварки, а именно к конструкции поточной линии для сборки и сварки крупногабаритных изделий и может быть использовано при сборке и сварке балки буровой установки.
Целью изобретения является повышение безопасности работы оператора на рабочей площадке.
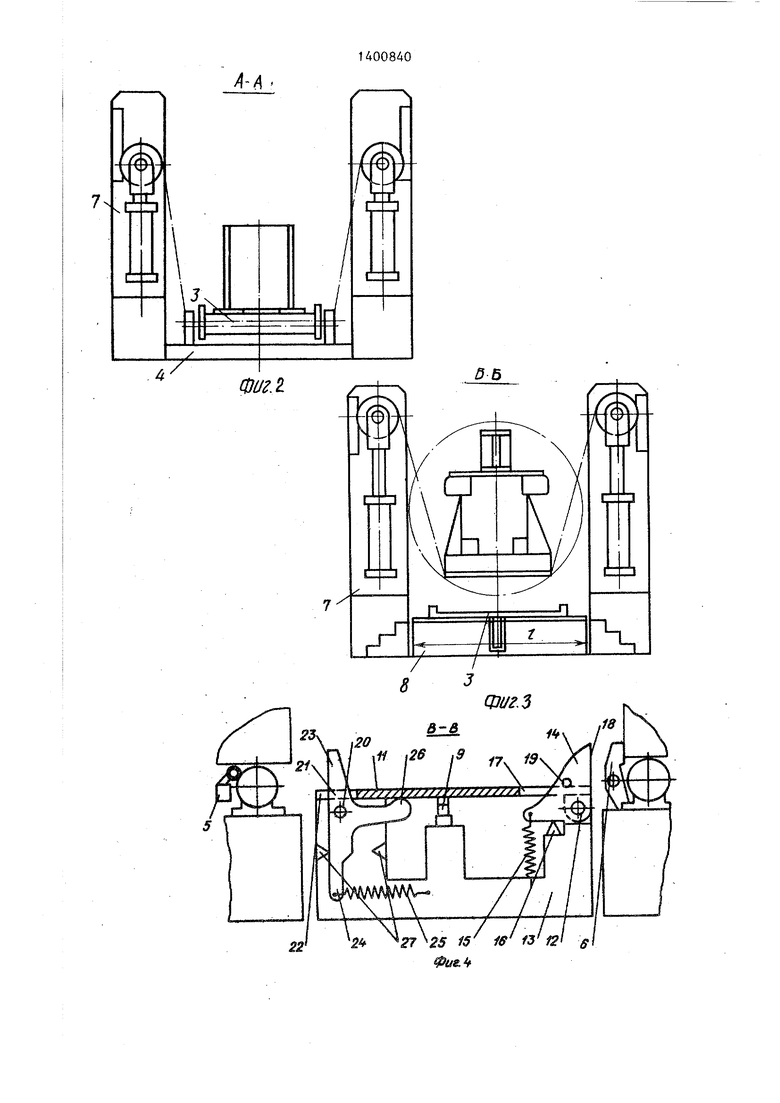
На фиг.1 показана поточная линия для сборки и сварки крупногабаритных изделий; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.А - разрез В-В на фиг.1 (рабочая площадка нагружена); на фиг.З - то же (рабочая площадка свободна).
Поточная линия содержит смонтированные на основании и установленные по ходу технологического процесса десять рабочих позиций 1 с проходами 2 между ними и секционньй конвейер 3. Каждая позиция 1 включает стенд 4, оснащенный соответствующим технологическим оборудованием и секционным конвейером 3 для передачи изделия с позиции на позицию. Для автоматического останова изделия при его транспортировке в конце каждого стенда установлены датчики 5. Для ориентации изделия относительно стенда 4 в продольном направлении имеются откидные пневматические базовые упоры 6, расположенные в начале стенда.
Для установки изделия в удобное для сварки положение на второй, пятой, седьмой, восьмой и десятой позициях установлены ценные кантователи 7, позволяющие производить подъем и кантование изделия над стендом,
В проходах 2 между позициями 1 для удобной и безопасной работы операторов с торцов стендов смонтированы рабочие площадки 8, снабженные датчиками 9 их нагружения. Рабочие площадки 8 служат также для безопасного прохода обслуживающего персонала с одной стороны линии на другуюо
Для загрузки позиций деталями на- сьщения на линии установлены настенные передвижные консольно-поворот- ные краны 10.
Рабочая площадка 8 установлена на основании и выполнена в виде поворотной платформы t1S установленной шарнирно на горизонтальной оси 12 на одном конце неподвижной сварной рамь
13. На оси 12 установлен также выступ 14, подпружиненный пружиной 15 к ограничителю 16 его поворота, за- крепленного на раме 13, с возможностью вращения на оси 12 в пазу 17 платформы 11.
Выступ 14 имеет упорную поверх-, ность 18 и штифт 19, длина которого
0 больше ширины паза 17, Выступ 14 пропускает изделие только по ходу технологического процесса.
На другом конце рамы 13 на оси 20 установлен Т-образньй рычаг 21
s с возможностью вращения в пазу 22 платформы 11. Рычаг 21 имеет упорную поверхность 23. Одно плечо 24 рычага подпружинено пружиной 25. Другое плечо 26 взаимодействует с плат0 формой 11. На раме 13 закреплены ограничители 27 поворота рычага 21, Рычаг 21 имеет два положения - рабочее, когда платформа 11 нагружена и занимает горизонтальное поло5 жение, а упорная поверхность 23 рычага препятствует движению изделия по конвейеру; нерабочее, когда платформа 11 не нагружена и находится под углом 1-2 к горизонту, а упор0 ная поверхность 23 находится ниже уровня транспортирования изделия. Датчик 9 нагружения площадки 8 выполнен в виде конечного выключателя 28, установленного на раме 13 и взаимодействующего с ним флажка 29, закрепленного снизу платформы 11, Датчик 9 включен в цепь управления приводом секционного конвейера 3 и кантователей 7.
Q Длина рабочей площадки 8 выполнена больше габарита опасной зоны между стендами 4, а упорные поверхности 18 и 23 рычагов 24 и 21 в рабочем положении определяют габариты
с безопасной зоны по ширине площадки.
Угол наклона платформы для наглядности показан преувеличенным. Практически достаточным для работы является угол 1-2°,
Поточная линия работает следующим образом.
Краном 10 подают детали насыщения несущей конструкции изделия, например балки на стенд 4 первой позиции, Производят сборку и прихватку каркаса балки и по окончании работ включают секционный конвейер 3 на подъем. Изделие устанавливают в тран5
спортное цоложение и подают на вторую позицию.
В этот момент на второй позиции цепи кантователя 7 опущены и находятся ниже уровня транспортирования балки. Изделие свободно проходит над рабочей площадкой 8 на секционный конвейер 3 второй позиции и останавливается от датчика 5, если рабочая площадка 8 свободна, то флажок 29 находится вне зоны срабатывания конечного выключателя 28 и не оказывает никакого влияния ,на работу транспортных средств этих позиций, а рычаг 21 находится в нерабочем положении. Кантователем 7 производят подъем изделия , поворот его в удобное положение и выполняют работы по сварке. По окончанию сварочных работ изделие опускают кантователем 7 в транспортное положение на секционный конвейер 3 второй позиции и производят передачу изделия на третью позицию.
На третьей позиции балка останавливается от датчика 5, включаются базовые упоры 6 и реверсом секционного конвейера 3 производят ориентацию каркаса на стенде 4 в продольном направлении. Осуществляют сборку и прихват каркаса балки с ее основанием и прихватку торцовых листов. По окончании работ изделие передают на следзтащую позицию, где согласно технологическому процессу производят сборку и сварку остальных деталей насьпцения изделия, например, балки буровой установки.
Если в момент включения привода секционного конвейера 3 для передачи изделия, например,с второй позиции на третью на рабочей площадке 8 между ними окажется человек, то секции конвейера 3 этих позиций не включаются , так как платформа 11 рабочей площадки 8 под действием веса человека поворачивается на оси 12. При этом флажок 29 входит в зону срабатывания конечного выключателя 28, который дает сигнал в цепь управления приводом секционного конвейера 3 на отключение секций конвейера этих позиций. Одновременно рычаг 21 занимает рабочее положение и своей упорной поверхностью 23 перекрывает путь изделию в случае, если включился секционный конвейер 3 первой позиции и изделие второй позиции пришло
0
5
0
в движение от удара изделия первой позиции или не сработал датчик 9 на- гружения.
Рычаг 24 перекрывает путь изделию в случае, если в момент включения реверса, например, при продольной ориентации изде1шя на третьей позиции базовые упоры 6 по ошибке не включены. Балка, взаимодействуя с упорной поверхностью 18 рычага 14, поворачивает его на оси 12, а .рычаг 27 штифтом 19 поворачивает платформу 1 1 и последняя опускается в горизонтальное положение. От взаимодействия флажка 29 с выключателем 28 датчик 9 дает сигнал на отключение секции конвейера 3 на второй и третьей позициях. I
Таким образом, предлагаемая поточная линия позволяет повысить безопасность работы в проходах между позициями и улучшить условия труда.
25
Формула изобретения
Поточная линия для сборки и сварки крупногабаритных изделий, содержащая- смонтированные на основании рабочей поз1-ш,ни, на каждой из которых размещено технологическое оборудование в виде стендов и приводной секционньй конвейер, между каждыми соседними рабочими позициями выполнен проход с размещенной в нем . поворотной рабочей площадкой для оператора, шарнирно установленной на основании, и закрепленным на основании упором для ограничения ее поворота, отличающаяся тем, что, с целью повышения безопасности работы оператора, поточная линия оснащена расположенными на основании с возможностью взаимодействия с каждой поворотной площадкой датчиками нагружения, электрически соединенными с каждым приводом секционного конвейера, поворотная пло- .щадка снабжена расположенным перпендикулярно ее плоскости выступом для ограничения обратного хода изделия, упор для ограничения поворота площадки выполнен в виде Т-образного подпружиненного относительно основания
поворотного рычага с полкой для ог-- раничения прямого хода изделия и опорной стенкой для площадки, а ось поворотного рычага расположена на пересечении его полки и стенки.
А А
S7 SS 15 ie 1У fSl ffl
«Q
I
CQ
«
cvi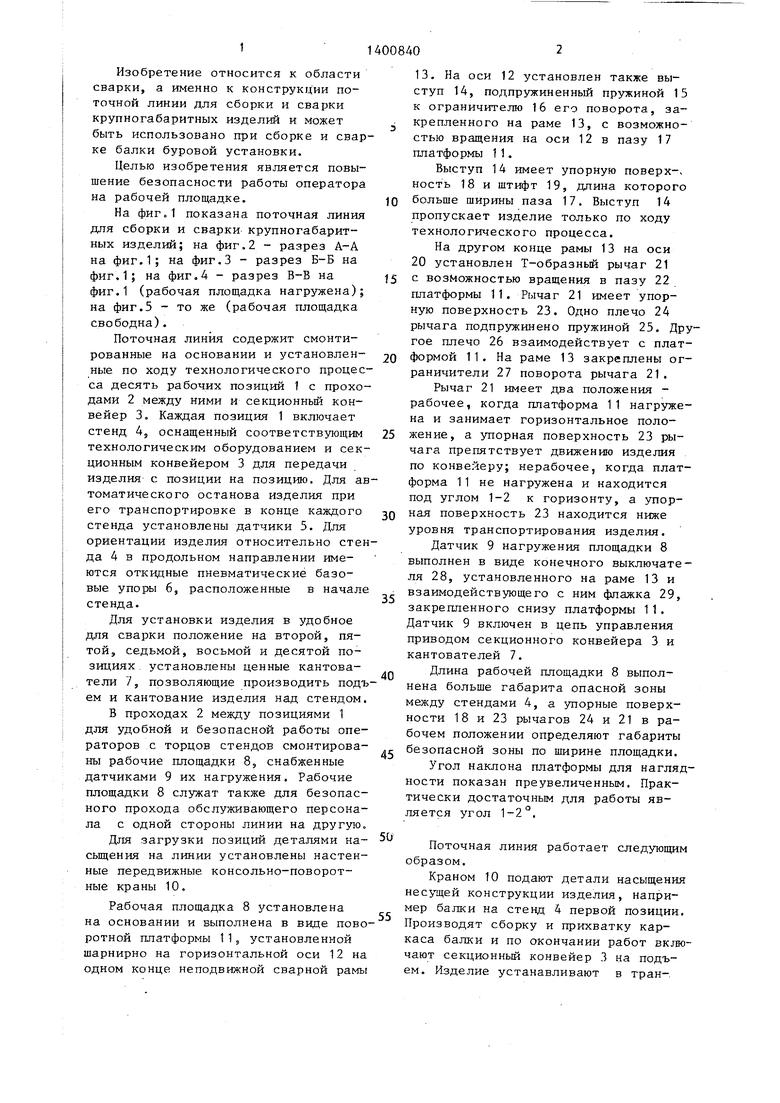

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |

Изобретение относится к области сварки, а именно к конструкции поточной линии для сборки и сварки крупногабаритных изделий, например балок буровых установок. Цель - повышение безопасности работы оператора на рабочей площадке. Поточная линия содержит смонтированные на основании рабочие позиции 1, на каждой из которых размещены технологическое оборудование и приводной секционный конвейер (СК) 3. Между каждыми соседними рабочими позициями выполнены проходы 2. В проходах 2 размещены шарнирно установленные на основании поворотные рабочие площадки (РП) 8 для оператора и закрепленные на основании упоры для . каждой рабочей площадки. Поточная линия оснащена датчиками 9 нагруже- ния каждой поворотной РП 8, электрически соединенными с приводом соответствующего СК 3. При нахождении оператора на РП 8 благодаря отключению привода СК 3 изделие не будет надвигаться на оператора. 5 ил. с (Л
| Поточная линия для сборки и сварки металлоконструкций | 1981 |
|
SU956207A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
