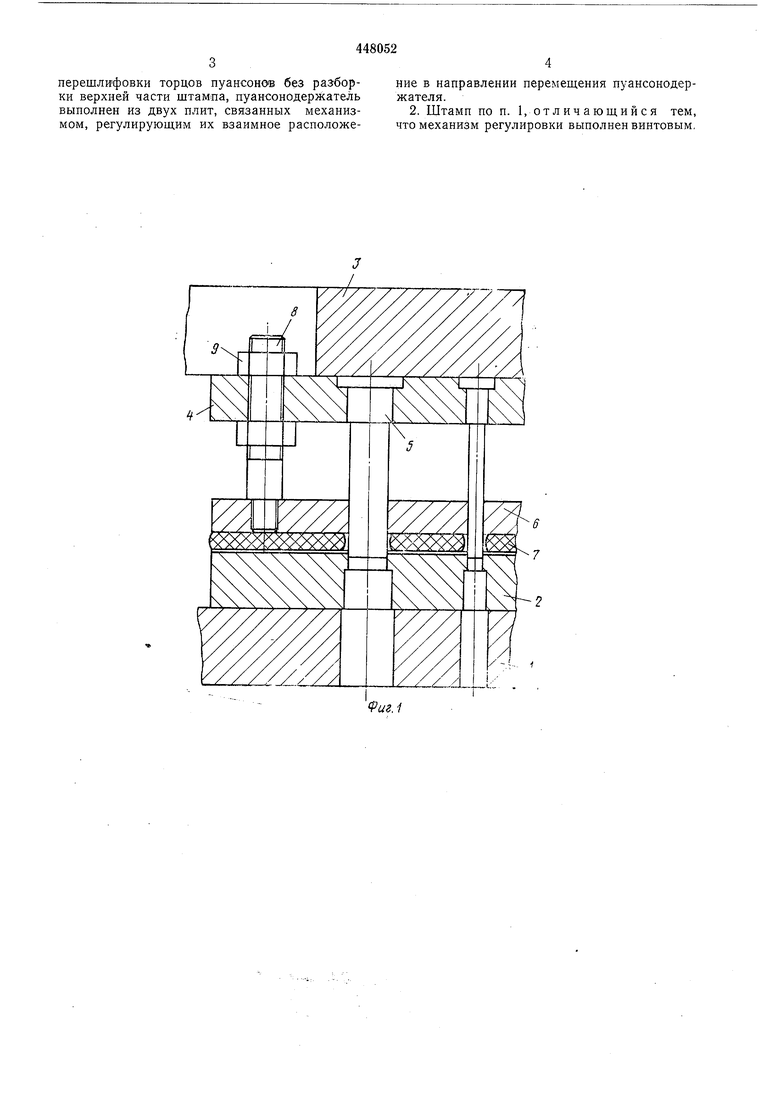
перешлифовки торцов пуансонов без разборки верхней части штампа, пуансонодержатель выполнен из двух плит, связанных механизмом, регулирующим их взаимное расположение в направлении перемещения пуансонодержателя.
2. Штамп по п. 1, от л ич ающийся тем, что механизм регулировки выполнен винтовым,
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
| Штамп для п-образной гибки деталей | 1979 |
|
SU784967A1 |
| Устройство формования вкладышей для ампул | 1983 |
|
SU1123943A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1972 |
|
SU343751A1 |
| Штамп для высадки головок деталей стержневого типа | 1980 |
|
SU994095A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала | 1984 |
|
SU1286322A1 |
| Штамп для высадки | 1989 |
|
SU1764755A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
Риг.1
