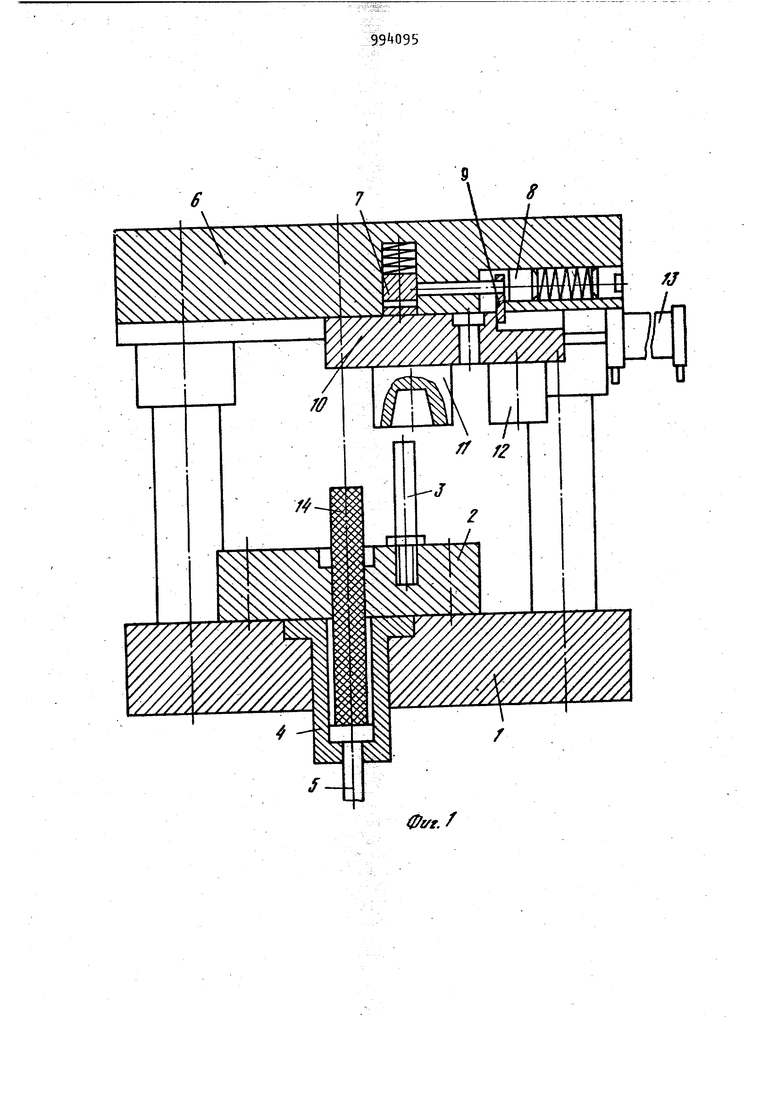
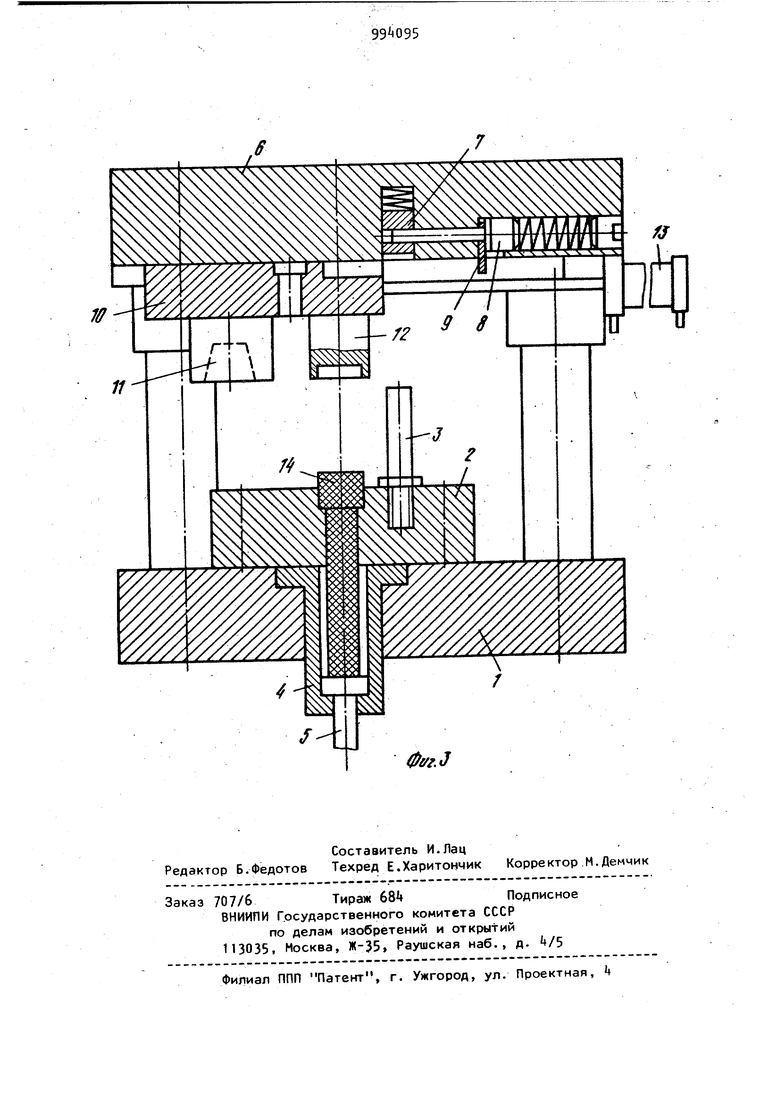
(5) ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК ДЕТАЛЕЙ СТЕРЖНЕВОГО 1 - . . . Изобретение относится к обработке металлов давлением, в частност 1 к штампам для высадки утолщений на стержневых деталях. . . Известен штамп для высадки головок деталей стержневог о типа, содержащий верхнюю и нижнкно плиты с за- . крепленными в них соответственно пуансоном и матрйце 1 Cl 3. ; Однако данный штамп не позволяет производить высадку детале11, длина которых превышает величину хода пресса, из-за невозможности установки заготовки в матрицу. Известен также штамп для высадки деталей стержневогр типа, содержащий нижнюю и верхнюю плиты, закрепленные на них соответственно матрицу и пуансонодёржатель с пуансоном предварительной и окончательной высадки г перемещаемый пневмоцилйндром перпендикулярно оси высадки, а также механизм выталкивания деталей t23. ТИПА Недостатком указанного штампа является невозможность высадки деталей, длина которых превышает ход пресса, так как установке заготовки в матрицу препятствует один из пуансонов предварительной или окончательной высадки. Целью изобретения является обеспечение возможности высадки деталей, высота которых превышает ход пресса. Поставленная цель достигается тем, что штамп для высадки головок деталей стержневого типа, содержащий нижнюю и верхнюю плиты, Закрепленные на них соответственно матрицу и пуансонодёржатель с пуансонами предварительной и окончательно1У высадки, перемещаемый пневмоцилйндром перпендикулярно оси высадки,а также механизм выталкивания деталей, снабжен установленными в верхней плите фиксатором,, подпружиненным вдоль оси высадки и заходящим в момент высадки в выполненное в пуансо3нодержателе отверстие, и контактирующим с фиксатором ловителем, имеющим заплечики и подпружиненным в направлении перемещения пуансонодержателя, а также смонтированным одним концом на нижней плите штырем,заходящим .другим концом в отверстие пуансонодержателя и воздействующим на фиксатор; при этом на обращенной к верхней плите поверхности пуансонодержате-10 ля выполнен паз, образующий уступ, взаимодействующий с заплечиками лов теля. . На фиг.1 - 3 показан предложенны штамп в трех фиксированных положениях блока пуансонов. На нижней плите 1 установлены матр ца 2 со штырем 3 и втулка Ц с вытал кивателем 5. На верхней плите 6 уст новлены подпружиненный фиксатор 7 и ловитель 8 с тягой 9, а также пуансоноде1Лкатель 10 с пуансоном 11 предварительной и пуансоном 12 окончательной высадки. Перемещение пуансонодержателя 10 осуществляется пневмоцилиндром 13Штамп действует следующим образом. Перед началом работы поршень пневмоцилиндра 13 и пуансонодержатель 10 находятся в крайнем правом положении (фиг.1 ), при котором производится установка заготовки И в матрицу 2, так как пуансоны не мешают установке заготовок, длина которых превышает ход пресса. При этом подпружиненный фиксатор 7 упирается в пуансонодержатель 10, а стержень ловителя 8 - в тело фиксатора. При включении пневмоцилиндра 13 пуансонодержатель 10 перемещается влево до совпадения оси пуансона 11 предварительной высадки с осью матрииы 2. При этом фиксатор 7 запа дает в отверстие О пуансонодержателя 10 и фиксирует его в этом положении (фиг.2). Пневмоцилиндр 13 отключается. При рабочем ходе прес са происходит высадка. При этом фик сатор 7 упирается в штырь 3,. выходи из зацепления с пуансонодержателем 10, освобождая последний для возможности перемещения влево, и стопо рится подпружиненным ловителем 8. После окончания рабочего хода включается пнеемоцилиндр 13, и пуансоно держатель 10 перемещается в крайнее левое положение (фиг.З), в котором осуществляется окончательная высадка. После окончания штамповки пневмоцилиндр 13 включается на обратный ход, и фиксатор 7 не препятствует перемещению пуансонодержателя 10 в исходное полоухение, так как он застопорен в этот момент ловителем 8. Пуансонодержатель, перемещаясь в исходное крайнее правое положение и воздействуя на тягу 9, освобождает фиксатор 7. При крайнем правом положении пуансонодержателя 10 включается механизм выталкивания (на чертежах не показан), и выталкиватель 5 извлекает отштампованную деталь из матрицы 2. Штамп предложенной конструкции меет расширенные технологические возожности по сравнению с базовым объеком,в качестве которого принят прототип. Формула изобретения Штамп для высадки головок деталей стержневого типа, содержащий нижнюю и верхнюю плиты, закрепленные на них соответственно матрицу и пуансонодержатель с пуансонами предварительной и окончательной высадки, перемещаемый пневмоцилиндром перпендикулярно оси высадки, а также механизм выталкивания деталей, о т л ичающийся тем, что, с целью обеспечения возможности высадки деталей, высота которых превышает ход пресса, он снабжен установленными в верхней плите фиксатором, подпружиненным вдоль оси высадки и заходящим в момент высадки в выполненное в пуансонодержателе отверстие, и контактирующим с фиксатором ловителем, имеющим заплечики и подпружиненным в направлении перемещения пуансонодержателя, а также смонтированным ним концом на нижней плите штырем, заходящим другим концом в отверстие пуансонрдержателя и воздействующим на фиксатор, при этом на обращенной к верхней плите поверхности пуансонодержателя выполнен паз, образующий уступ, взаимодействующий с заплечиками ловителя. Источники информации, принятые во внимание при экспертизе 1.Справочник Ковка и объемная штамповка стали, сост.М.М.Сторожёва, т.2, М., 1968, Машиностроение, с:80-83. 2.Авторское свидетельство СССР ff 667909, кл. В 21 J 5/08, 1977 (прототип).
0yt,f
Фг/г.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки | 1989 |
|
SU1764755A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| "Штамп для высадки головок деталей стержневого типа | 1978 |
|
SU667309A2 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК ДЕТАЛЕЙ СТЕРЖНЕВОГОТИПА | 1970 |
|
SU262605A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2021070C1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |