1
Изобретение относится к обдасти яитейного производства, в частности к оборудованию для нвпраРЫБНОЙ центробежной отливки полых заготовок.5
Известна установка для непреривной цантроОежной отливки полых заготовок, включающая кристаллизатор, заливочную горловину, систему охлаждения и механизм вытя- ю гивания полой заготовки.
При использовании такой установки возникают скручиващие и изгибающие усилия, деиствущие на полую заготовку; велико удельное 15 давление на полую заготовку при вытягивании ее из кристаллизатора.
Предлагаемая установка отличается тем, что она снабжена ротором, в котором установлены поддер- 20 живающее устройство, механизм вытягивания с прО(5илированныг.ш по заготовке захватами пространственный компенсатор кристаллизатора и рубашка с брызгалами. 25
Это позволяет устранить отмв ченные недостатки известной установки.
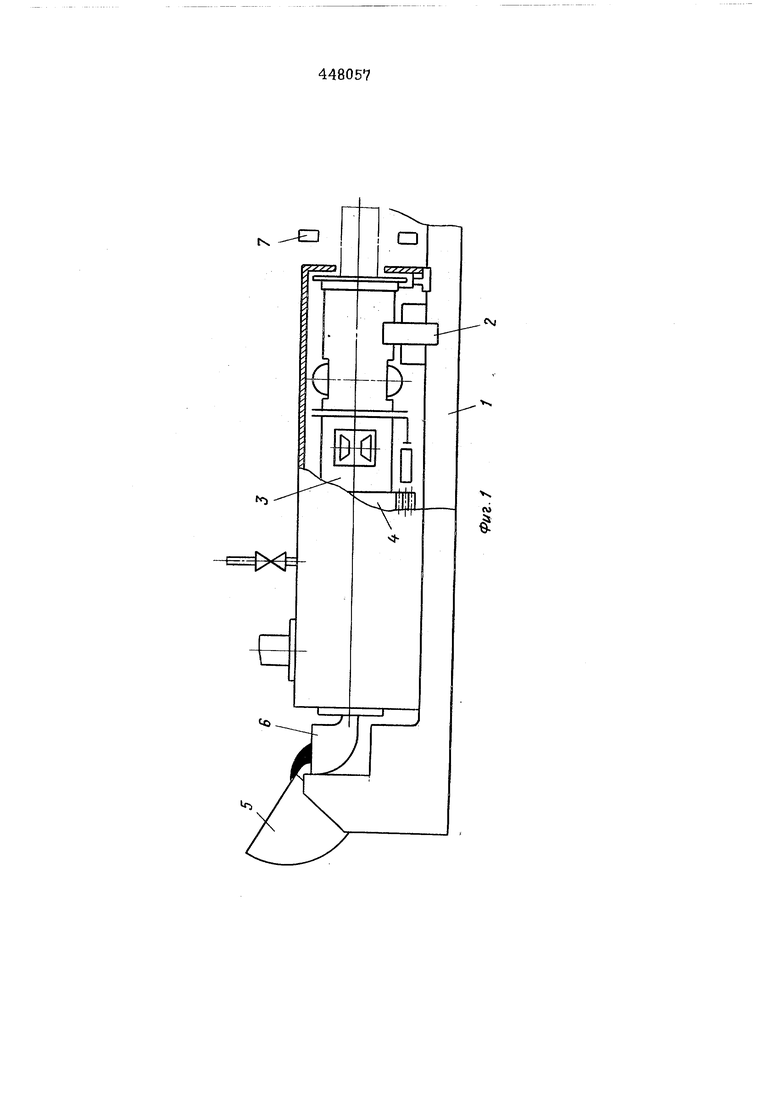
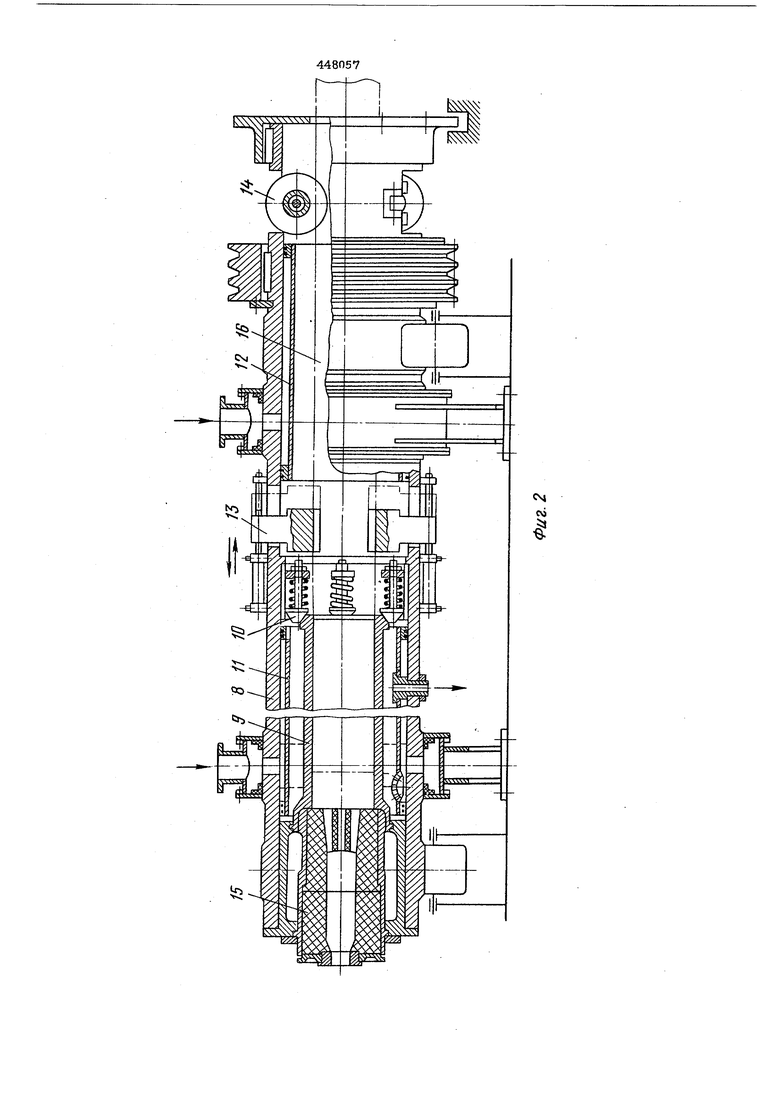
На фиг. I представлена описываемая установка для непрерывной центробешой отливки полых заготовок, общий вид; на фиг. 2 ротор, продольный разрез.
Основанием установки служит станина I, на которой установлены две пары опорных роликов 2, несущик на себе ротор 3 в сборе, для вращения которого служит привод 4 Заливоадый участок состоит из средств равномерной выдачи жидкого металла, например секторного ковша 5 и литниковой чаши 6. С выходной стороны установлен механизм 7 резки полых заготовок.
Несущей деталью ротора служит толстостенная цилиндрическая труба 8, внутри которой смонтированы кристалмзатор 9, задний торец которого фиксируется компенс.атора1 ш 10, система охлаждения II кристалтшзатора,её зведо 12 пряглого охлаждения заготовки, .механизм вытягивания 13 заготовки и поддерЕИвающие ролики 14. Все эти узлы имеют общую геометрическую ось, относительно которой осу ществляется вращение ротора, ; Кристаллизатор представляет собой полый цилиндр, на котором со стороны заливки расплава закреплена заливочная горловина 15, Внутренняя поверхность горловины имеет форму, обеспечивашую предварительное закручивание струи заглыкаемого расплава перед входом ее в кристаллизатор, В стене несущей трубы 8 ротора выполнены отверстия, черезкоторые в ротор поступает и сбра сывается из него охлаждащая вода и удаляется пар. Процесс изготовления полой заготовки на предлагаемой установке осуществляется следующим образом. Перед заливкой жидкого металла в кристаллизатор его полос запирается затравкой 16, которая имеет такую дл1шу, что конец ее размещается в механизме вытягивания заготовки и опирается на поадерживающие ролики. Затем ротор приводится во вращение с заданным числом оборотов и начинается заливка расплава в кристаллизатор, Нидкий металл, сливаясь из секторного ковша с равномерной весовой скоростью, проходит через литниковую чашу, попадает в заливочную горловину и поступает в кристаллизатор, где происходит форлшрование заготовки, Через некоторое время после нача лазалйвки В1хлючается механизм отвода изделия, который, контактируя сна чала с затравкой, а затем непосредствэнно с изделием, отводит его за пределы кристалЛ1затора и ротора. Весовая скорость заливки расплава согласована с тепловой характеристикой водеохлаждаемого кристаллизатора, скоростью вытягивания заготовки, а также интенсивностью прямого охлаждения заготовки и рассчитана на полное им частичное затвердевание стенки заготовки в полости кристаллизатора, По выходе за пределы оотора изделие поддерживается опорами и разрезается на мерные длины, ПРЕдаВТ ИЗОБРЕТЕНИЯ Установка для непрерывной цэнтробежной отливки полых заготовок, включающая кристаллизатор, заливочную горловину, система охлаждения и механизм вытягивания полой заготовки, отличающаяся тем, что, с целью уменьшений скручивающих и изгибающих усилий, возникающих при несоосности механизмов и действующих на полую заготовку, а также снижения удельного давления на полую заготовку при вытягивании ее из кристаллизатора и интенсификации теплоотвода от подои заготовки, установка снабжена ротором, в котором установлены поддерживающее устройство, механизм вытягивания с профилированнылш по заготовке захватами, пространственный кошенсатор кристаллизатора и с брызгалами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывной центробежной отливки полых заготовок | 1974 |
|
SU478676A1 |
| УСТАНОВКА ДЛЯ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОЛЫХ ЗАГОТОВОК И ТРУБ | 1970 |
|
SU275326A1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
| ОДТЕНТНО-ШНИЧЕСКА* _ БИБЛИОТЕКА | 1972 |
|
SU341590A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЦЕНТРОБЕЖНОЙОТЛИВКИ ПРЕИМУЩЕСТВЕННО ПОЛЫХЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1970 |
|
SU420385A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| Центробежная машина для непрерывной отливки полых заготовок и труб | 1973 |
|
SU437565A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ МЕТАЛЛОВ И СПЛАВОВ В КРИСТАЛЛИЗАТОР ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 1997 |
|
RU2151665C1 |
| Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора | 2015 |
|
RU2628225C2 |