1
Изобретение относится к оборудованию литейного производства.
Известпы устройства для непрерывной центробежной отливки полых цилиндрических изделий, включающие ротор-кристаллизатор, копир, имеющий фигурную кольцевую проточку, и цилиндрическую оправку, выполненную из отдельных продольных планок, снабженных держателями с роликами, предназначенными для взаимодействия с торцовыми поверхностями фигурной кольцевой проточки копира.
Предложенное устройство отличается тем, что снабжено шарнирно установленным на держателе ролика подпружиненным коромыслом, на концах которого расположены предназначенные для взаимодействия с цилиндрической поверхностью фигурной кольцевой проточки копира дополнительные ролики. Копир выполнен подвижным и снабжен отдельным приводом вращения.
Это позволяет повысить надежность захвата изделия планками при извлечении и отделения планок от изделия при их возврате в исходное положение.
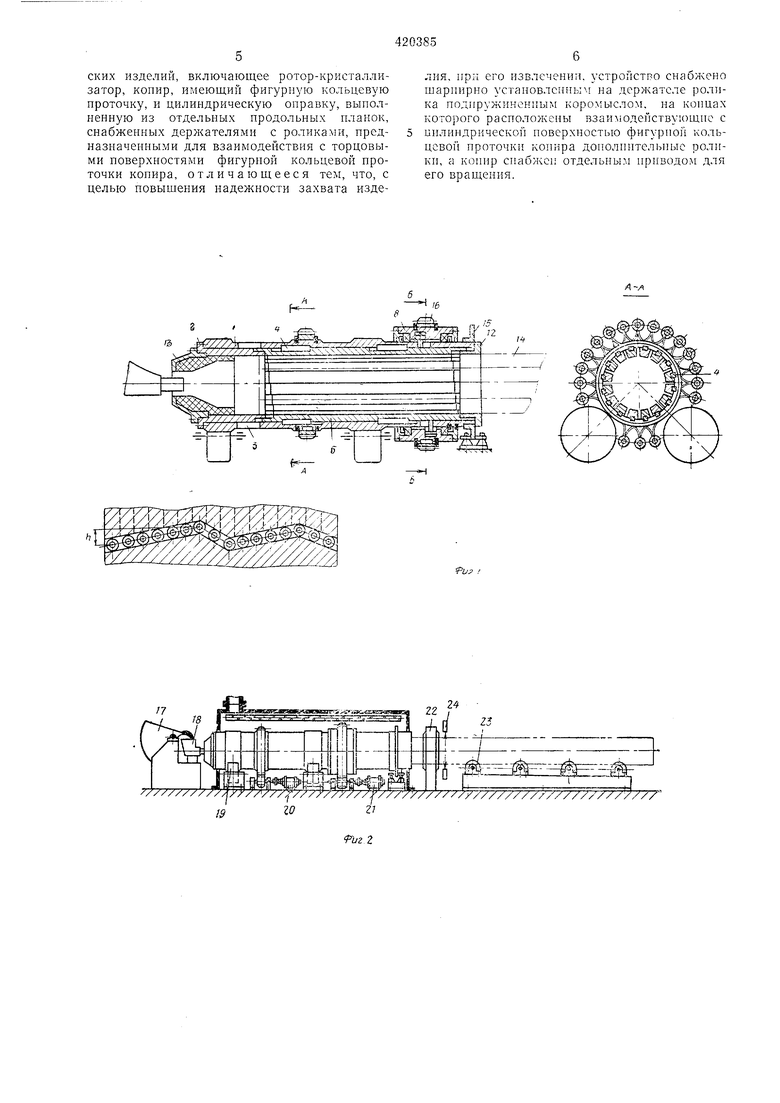
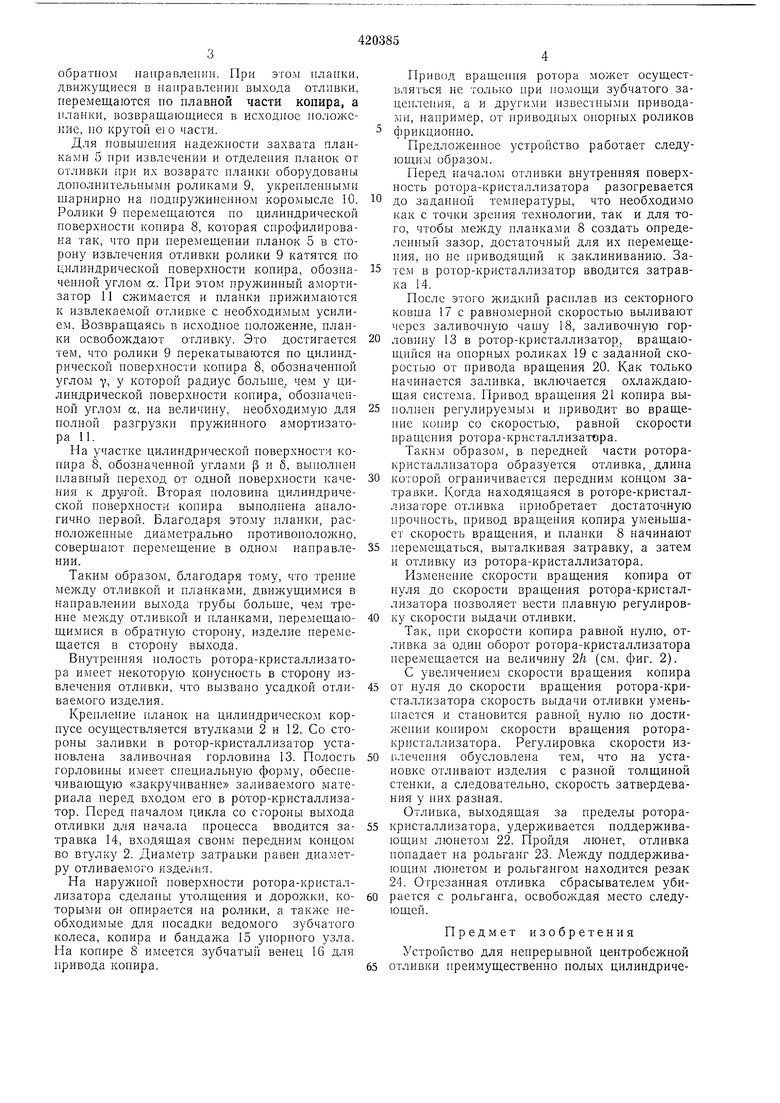
На фиг. 1 изображено устройство продольный разрез и разрез по А-А; па фиг. 2 - устройство, общий вид; на фнг. 3 - поперечный разрез Б-Б на фиг. 2; на фиг. 4 - продольный разрез по В-В на фиг. 3.
Предлагаемое устройство содержит роторкристаллизатор, цилиндрическую оправку, опорный узел ротора-кристаллизатора, охлаждающую с 1стему, привод вращения копира, узел для удержания ротора-кристаллизатора от осевого перемещения, поддерживающий люнет, резак и приемный рольганг (см. фиг. 1).
Ротор-кристаллизатор (см. фиг. 2) представляет собой цилиндрическую трубу 1, в которую со стороны заливки устанавливается втулка 2. где происходит начальная сгадия кристаллизации отливки. Труба в месте ее сопряжения со втулкой имеет специальные окна
3 для более интенсивного охлаждения отливки.
Па внутренней поверхности трубы находятся элементы 4, служащие направляющилп), по которым перемещаются подвил ные планки 5
цилиндрической оправки. Втулка 2 и плапки 5 выполпены из материала с высоким коэффициентом теплопроводности.
На каждой планке имеется держатель 6 ролика 7, который через окпа продолговатой
формы в цилипдрической трубе входит в паз копира 8. Ролик 7 перемещается по специальпо спрофилированной торцовой поверхности копира 8, который спрофилирован так, что одновременно в направлении выхода отливки
перемещается большее число плапок, чем в
3
обратном направлении. При этом планки, движущиеся в направлении выхода отливки, перемещаются но плавной части копира, а планки, возвращающиеся в исходное положение, но крутой ею части.
Для повышения надежиости захвата планкамн 5 при извлечении и отделения планок от отливки нри их возврате планки оборудованы дополнительными роликами 9, укренлеииыми шарнирно на иодиружиненном коромысле 10. Ролики 9 перемещаются ио цилиндрической новерхностн копира 8, которая спрофилирована так, что нри перемещении планок 5 в сторону извлечения отливки ролики 9 катятся по цилиндрической поверхиости копира, обозначенной углом а. При этом прул инный амортизатор 11 сжимается и нлаики прижимаются к извлекаемой отливке с необходимым усилием. Возвращаясь в исходное положение, планки освобождают отливку. Это достигается тем, что ролики 9 перекатываются по цилиндрической поверхности копира 8, обозначенной углом Y, У которой радиус больше, чем у цилиндрической поверхности копира, обозначенной углом а, на величину, необходимую для нолной разгрузки пружинного амортизатора 11.
На участке цилиндрической новерхности конира 8, обозначенной углами (3 и 6, выполнен плавный переход от одной новерхности качения к другой. Вторая половина цилиндрической поверхности копира выполнена аналогично первой. Благодаря этому планки, расположенные диаметрально нротивоположно, совершают перемещение в одном направлении.
Таким образом, благодаря тому, что трение между отливкой и планками, движущимися в нанравлении выхода трубы больше, чем трение между отливкой и планками, перемещающимися в обратную сторону, изделие перемещается в сторону выхода.
Внутренняя нолость ротора-кристаллизатора имеет некоторую конусность в сторону извлечения отливки, что вызвано усадкой отливаемого изделия.
Крепление планок на цилиндрическом корпусе осуществляется втулками 2 и 12. Со стороны заливки в ротор-кристаллизатор установлена заливочная горловина 13. Полость горловины имеет специальную форму, обеспечивающую «закручивание заливаемого материала перед входом его в ротор-кристаллизатор. Перед началом цикла со стороны выхода отливки для начала нроцесса вводится затравка 14, входящая своим передним концом во втулку 2. Диаметр затравки равен диаметру отливаемого изделия.
На наружной поверхности ротора-кристаллизатора сделаны утолщения и дорожки, которыми он опирается на ролики, а также необходимые для носадки ведомого зубчатого колеса, копира и бандалса 15 унорного узла. На копире 8 имеется зубчатый венец 16 для нривода конира.
Привод вращения ротора может осуществляться не только при помощи зубчатого зацеплепия, а и другими известными нриводами, например, от приводных опорных роликов фрикционно.
Предложенное устройство работает следующим образом.
Перед началом отливки внутренняя поверхность ротора-кристаллизатора разогревается
до заданной температуры, что необходимо как с точки зрения технологии, так и для того, чтобы нланками 8 создать онределенный зазор, достаточный для их неремещения, но не приводящий к заклиниванию. За-j-cM в ротор-кристаллизатор вводится затравка 14.
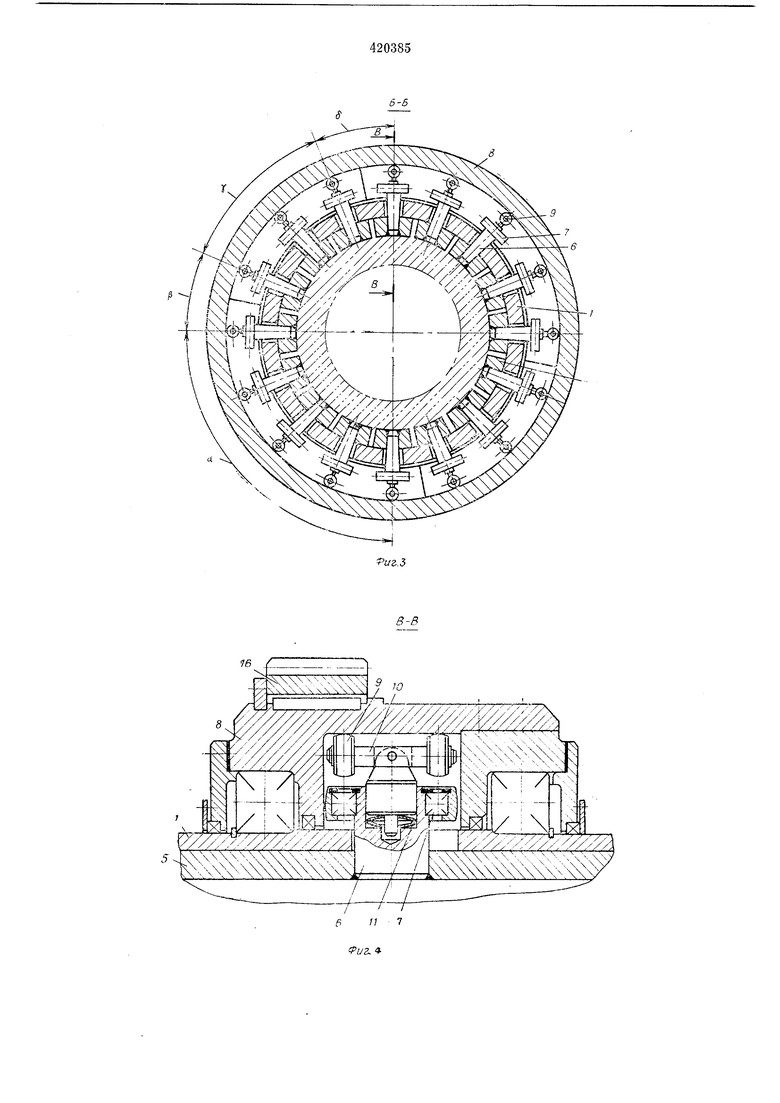
После этого л идкий расплав из секторного ковша 17 с равномерной скоростью выливают через заливочную чашу 18, заливочную горловнну 13 в ротор-кристаллизатор, вращающийся на онорных роликах 19 с заданной скоростью от нривода вращения 20. Как только начинается заливка, включается охлаждающая система. Привод вращения 21 конира выполней регулируемы.м и нриводит во вращеиие копир со скоростью, равной скорости вращения ротора-кристаллизатсра.
Таким образом, в передней части роторакристаллизатора образуется отливка, длина
которой ограничивается передним концом затравки. Когда находящаяся в роторе-кристаллизаторе отливка приобретает достаточную прочность, нривод вращения копира уменьщает скорость вращения, и планки 8 начинают
перемещаться, выталкивая затравку, а затем и отливку из ротора-кристаллизатора.
Изменение скорости вращения конира от нуля до скорости вращения ротора-кристаллизатора нозволяет вести плавную регулировку скорости выдачи отливки.
Так, при скорости копира равной нулю, отливка за один оборот ротора-кристаллизатора перемещается на величину 2h (см. фиг. 2). С увеличениег 1 скорости вращения конира
от нуля до скорости вращения ротора-кристаллизатора скорость выдачи отливки уменьП1ается и становится равной нулю по достижении коииром скорости вращения роторакристаллизатора. Регулировка скорости извлечения обусловлена тем, что на установке отливают изделия с разной толщиной стенки, а следовательно, скорость затвердевания у них разная. Отлнвка, выходящая за пределы роторакристаллизатора, удерл ивается поддерживающим люнетом 22. Пройдя люнет, отливка попадает на рольганг 23. Между иоддерживающим люнетом и рольгангом находится резак 24. Отрезанная отливка сбрасывателем убирается с рольганга, освоболедая место следующей.
Предмет изобретения
Устройство для непрерывной центробежной отливки преимущественно нолых цилиндрических изделий, включающее ротор-кристаллизатор, копир, имеющий фигурную кольцевую ироточку, и цилиндрическую оправку, выполненную из отдельных продольных планок, снабженных держателями с роликами, предназначенными для взаимодействия с торцовыми поверхностями фигурной кольцевой проточки копира, отличающееся тем, что, с целью повыщения надежности захвата издеЛИЯ, при его извлечении, устройство снаожено шариирпо ycтaцoвлeIIны г на держателе ролика подпружиненным коромыслом, на концах которого расположены взаимодействующие с цилиндрической поверхностью фигурной кольцевой проточки коиира дополнительные ролики, а KOinip снабжен отдельным приводом для его вращения.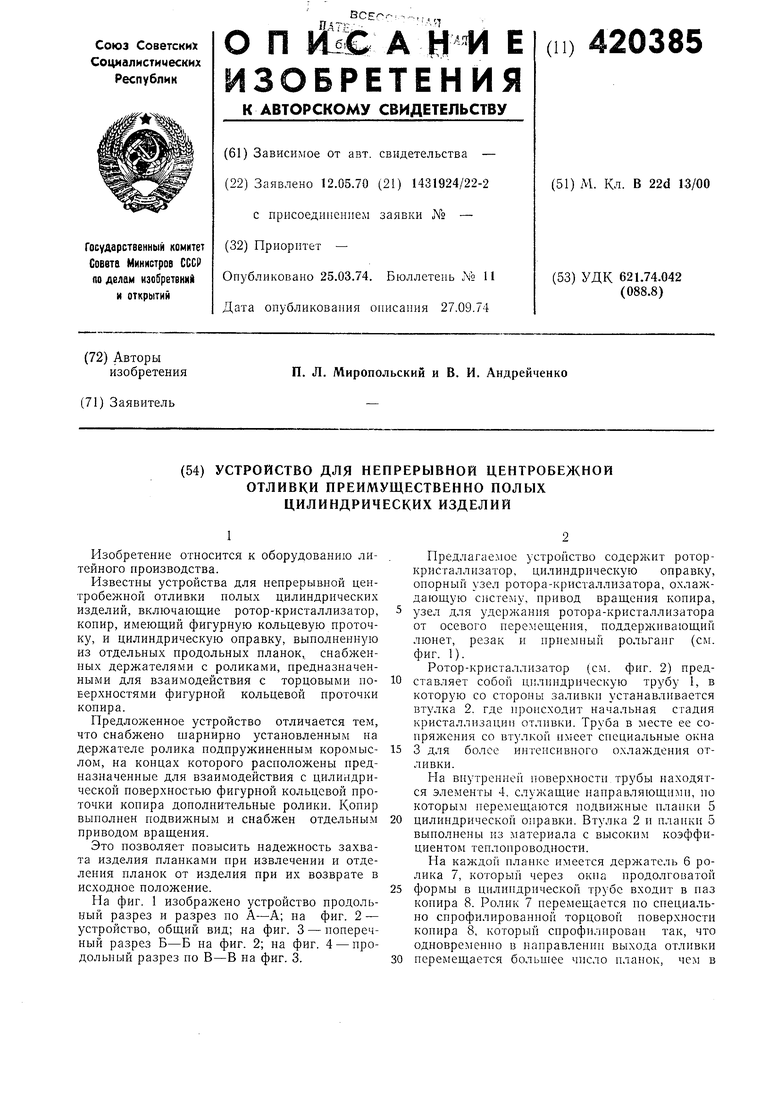
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТРУБНЫХ ЗАГОТОВОК | 1973 |
|
SU369977A1 |
| Установка непрерывной центробежной отливки полых заготовок | 1974 |
|
SU478676A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| Установка для непрерывной центробежной отливки полых заготовок | 1972 |
|
SU448057A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1971 |
|
SU290833A1 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| ОДТЕНТНО-ШНИЧЕСКА* _ БИБЛИОТЕКА | 1972 |
|
SU341590A1 |
| Установка для отливки изделий | 1979 |
|
SU859169A1 |
| Установка для непрерывного литья полых заготовок | 1978 |
|
SU865500A1 |
| Устройство для непрерывного литья труб во вращающемся магнитном поле | 1984 |
|
SU1201048A1 |