1
Изобретение относится к автоматическим транспортнозагрузочным устройствам к станкам и автоматическим линиям.
Известны загрузочные устройства, производящие ориентирование и выдачу заготовок из бункера качающимися секторами и осуществляющие контроль заготовок по диаметру с помощью вращающихся транспортирующих валков.
Недостатком такого устройства является невысокая производительность.
С целью повышения производительности устройства контрольное приспособление выполнено в виде качающегося барабана с попарно установленными в нем валками, копирами и взаимодействующими с загружаемыми деталями толкателями.
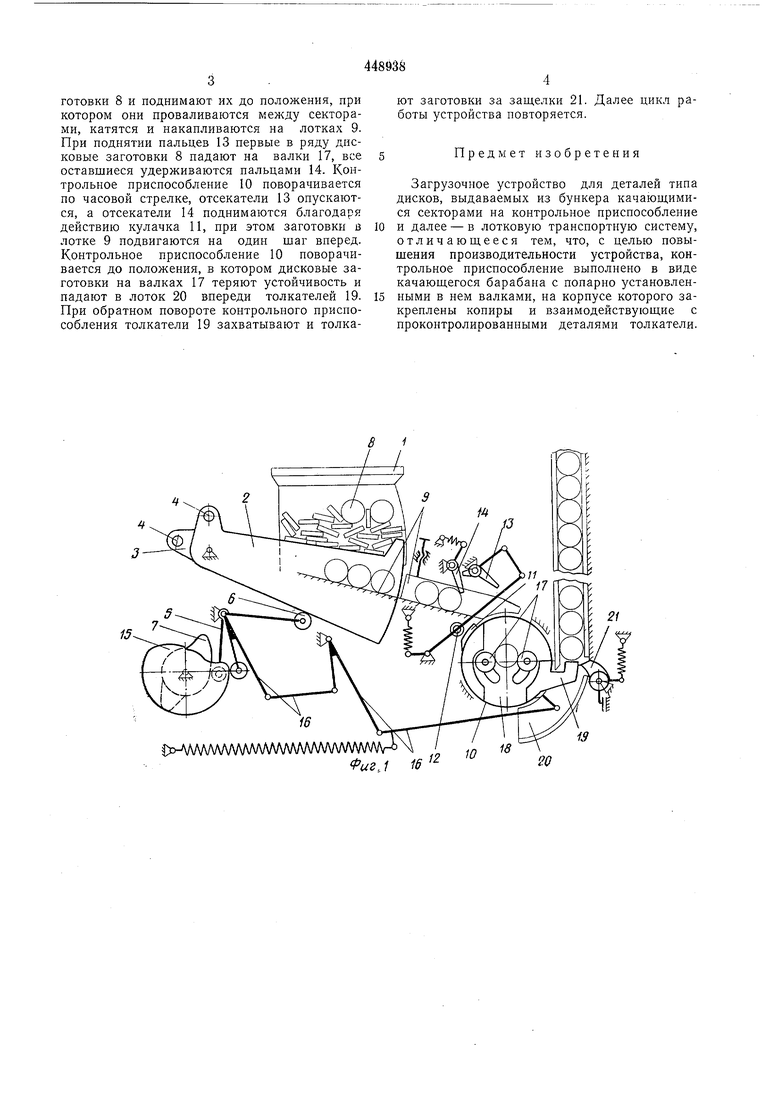
На фиг. 1 изображена кинематическая схема предлагаемого устройства, на фиг. 2- контрольное приспособление; на фиг. 3 - схема работы ориентирующих секторов.
Устройство состоит из бункера 1, дно которого выполнено в виде колеблющихся плоских секторов 2 и 3 (фиг. 1), объединенных в две группы соединительными стержнями 4. Подъем и опускание ориентирующих групп секторов осуществляется через двуплечие рычаги 5 с роликами 6, одно плечо которых взаимодействует с секторами, а другое - с поверхностью кулачков 7. Подлежащие
ориентации дисковые заготовки 8 находя ся в приемном бункере 1. Промежуточные участки дна бункера между стенками секторов и наклонные лотки 9 служат для приема и накапливания заготовок. Поштучная выдача заготовок с наклонных лотков У на контрольное приспособление 10 осуществляется кулачком li, воздействующим на ролики 12 рычажной системы привода отсекателей 13 и 14. Контрольное приспособление 10, совершающее качательное движение благодаря кинематической связи с кулачком 15 через систему рычагов 16 состоит из вращающихся валков 17, предназначенных для контроля заготовок,
группы параллельных пластин 18 с радиальными пазами, образующих стенки лотков, и толкателей 19, расположенных между пластинами 18 и служащих для подачи годных по диаметру заготовок в приемную секцию лотков 20, снабженных защелками 21.
Для регулировки расстояния между вращающимися валками, необходимого для выпадания меньших по диаметру заготовок, оси 22 (фиг. 3) валков закреплены в зубчатых
секторах 23, которые могут изменять свое положение при вращении шестерен 24.
Загрузочное устройство работает следующим образом. Группа секторов 2 и 3, совершая поочередно колебательное движение, захватывают заготовки 8 и поднимают их до положения, при котором они проваливаются между секторами, катятся и накапливаются на лотках 9. При поднятии пальцев 13 первые в ряду дисковые заготовки 8 падают на валки 17, все оставшиеся удерживаются пальцами 14. Контрольное приспособление 10 поворачивается по часовой стрелке, отсекатели 13 опускаются, а отсекатели 14 поднимаются благодаря действию кулачка 11, при этом заготовки в лотке 9 подвигаются на один шаг вперед. Контрольное приспособление 10 поворачивается до положения, в котором дисковые заготовки на валках 17 теряют устойчивость и падают в лоток 20 впереди толкателей 19. При обратном повороте контрольного приспособления толкатели 19 захватывают и толкают заготовки за заш,елки 21. Далее цикл работы устройства повторяется. Предмет изобретения Загрузочное устройство для деталей типа дисков, выдаваемых из бункера качающимися секторами на контрольное приспособление и далее - в лотковую транспортную систему, отличающееся тем, что, с целью повышения производительности устройства, контрольное приспособление выполнено в виде качающегося барабана с попарно установленными в нем валками, на корпусе которого закреплены копиры и взаимодействующие с проконтролированными деталями толкатели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| УСТРОЙСТВО для ЗАГРУЗКИ МЕЛКОЙ РЫБЫ в РЫБООБРАБАТЫВАЮЩИЕ МАШИНЫ | 1969 |
|
SU251790A1 |
| Загрузочное устройство для бесцентровых круглошлифовальных станков | 1988 |
|
SU1579715A1 |
| Приспособление для забора картонных заготовок из-под штампа и укладки их в стопу | 1961 |
|
SU142519A1 |
| Автоматизированный стан холодной прокатки конических труб для велосипедных вилок | 1961 |
|
SU144134A1 |
| Резьбонакатный автомат Ткачика | 1988 |
|
SU1641494A1 |
| Устройство для групповой обработки деталей | 1990 |
|
SU1815154A1 |
| Устройство для загрузки подвесок подвесного конвейера | 1987 |
|
SU1507695A1 |

Фиг., 1 16
24
22
W
22
3
