1
Изобретение относится к области техники химической обработки трубчатых издел аи, например полых стаканов, труб, вытяжек или мелких деталей в кассетах.
Известен агрегат для хш/ ической обработки трубчатых изделие, содержащий ряд ванн , снабженных транспортирующим роторалж с пазалу для загрузки в них обрабатываеглых деталей, и механизм переталки-ания деталей от ротора к ротору по ходу технологического процесса. Однако нри обработке изделий на таком агрегате в момент передачи изделия с ротора на ротор происходит разворот детали и заклинивание ротора. Кроме этого, поштучная обработка изделий не обеспечивает необходимой производительности процесса.
В предложенном агрегате оси вращения роторов расположены вдоль направления технологического про(цагса, а в пазах роторов уставовлены направдяющив для деталей, при этом об|мботки изделий типа стакан направляюдае находятся под углом, напршлер, 2-5 к. образукьщей ротора, что обеспечивает наполнение изделий раствором при погружении и слив на выходе из шньы.
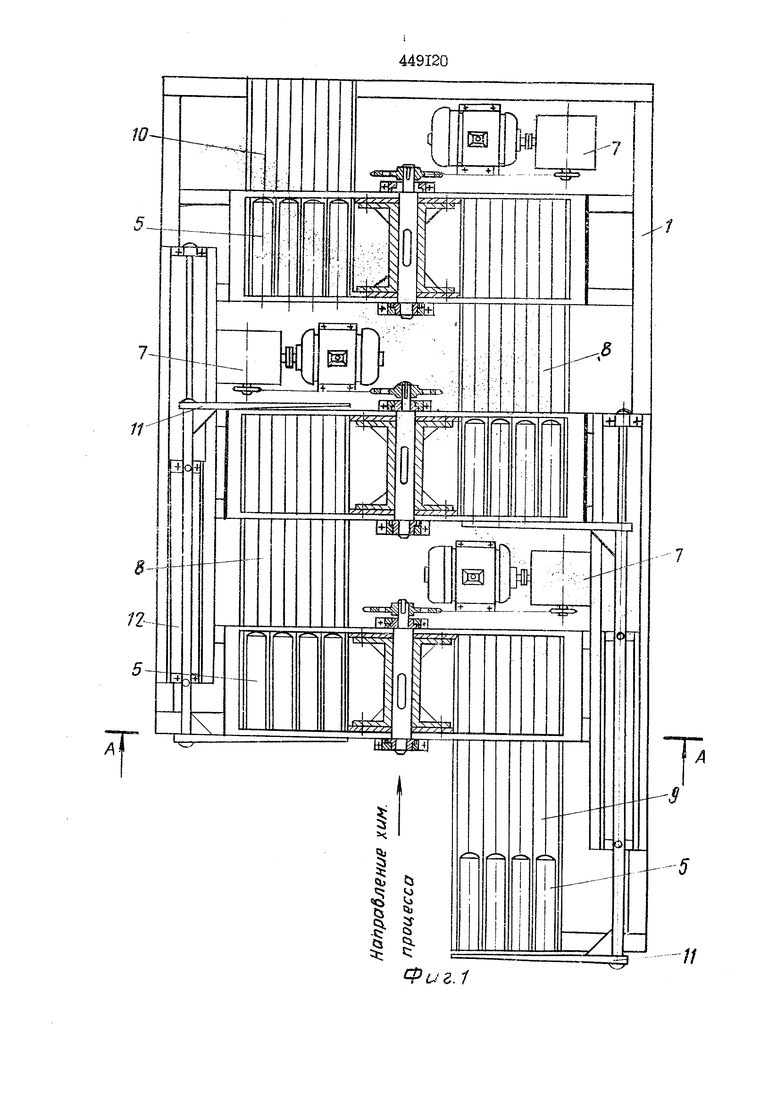
На фиг. I показан предложенный агрегат, продольный разрез;
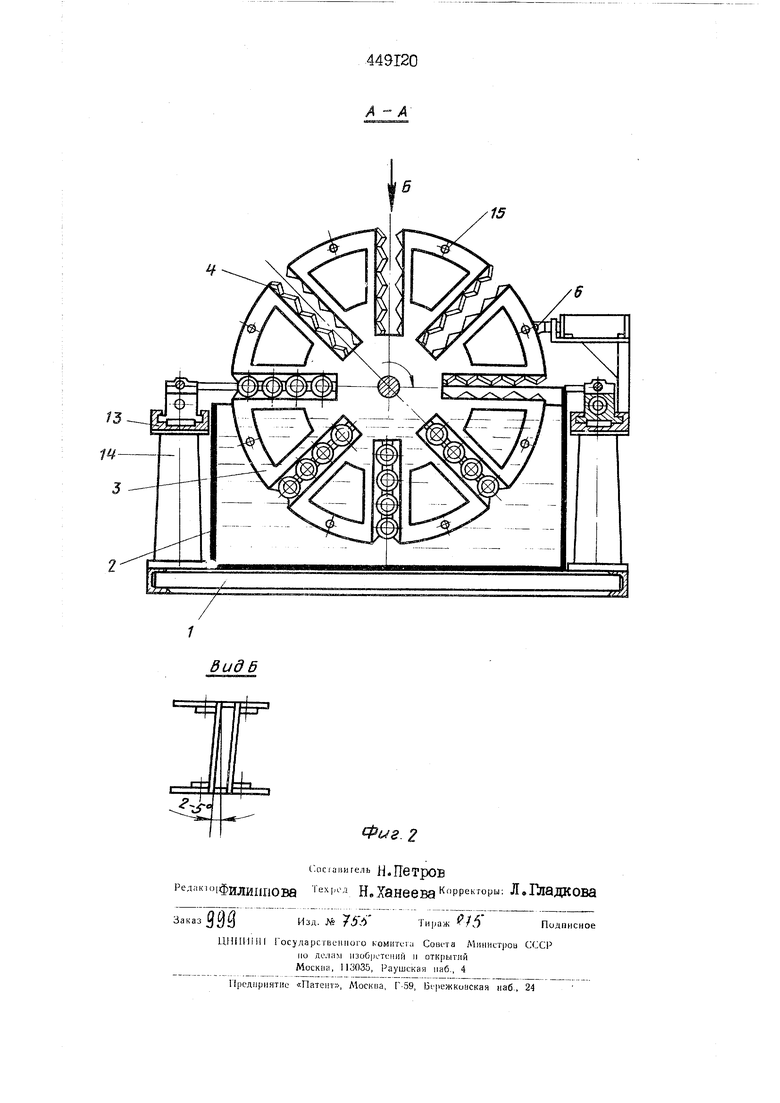
на фиг. 2 - разрез по А-А на фиг.1. Агрегат имеет основание 1, на котором в технологической последовательности установлен ряд ванн 2. Каждая ванна снабжена ротором
3. Роторы 3 имеют радиальные пазы, в которых расположены паправлягощие 4, служащие для ориентирования и удерживания изделий 5 при обработка. Команда на останов барабанов
производится фиксаторами б. Ротор 3 вращается электромеханическим риводом 7. Ранны между собой соенаны напранляю(цили лотками 8, оторые служат для ориентирования
изделий 5 при их перемещении от
ротора к ротору. Агрегат имеет лоток загрузки У и лоток выгрузки 10, Изделия 5 вдоль агрегата транспортируются тодкатвдя / Us которые прикреплены к .кордусам ци линдров 12. Цилиндры питаются от пнавмо- идя гидросети и перемещаются Е направляюощх 13« установленных на тукбах 14.
К моменту дэрегрузки изделий 5 все роторы 3 остановлены и зафиксированы фиксаторами 6. Издежя 5, подлежащие обработке в ваянах 2j подаются на лоток загрузки 9 и далее толкателяьод II пареталкиваются от ротора к ротору и из ванны в ванну на лоток выгрузки 10, После перегруз1Ш и отходна обоих толкатзлей И в исходное положение роторы 3 расфиксируются и включаются приводы V вращения (четные ро торы 3 вращаются в левую сторону, нечетные - в правую), При повороте ротора 3 на некоторый угол вклюма6ТСЯ фиксатор о и выдвигает свой упор. В процесса вращения ротора 3 погружение изделий 5 в раствор пройсход{ т с одной стороны ротора 3 а выход из раство.ра и слив раствоГиз внутренней полости изделия - с диаметрально противоположной стороны.
При дальнейшем повороте ротора 3 перекладина 15 нажимает на упор фиксатора, одновременно срабатывает конечный выключатель, привод останавливается и ротор 3 фиксируется. То же происходит с
остальными роторами. Цикл считается оконченным, когдд все роторы 3 зафиксируются в новом положении. После этого цикл повторяется. Агрегат работает в шшульсном режиме с заданным периодом. Обработанные детали могут подаваться с лотка 10 Б накопитель или на конвейер для подачи на следующую технологическу операцию.
ПРЩМЕТ ИЗОБРЕТШЩ
1,Агрегат для химической обработки трубчатых изделий, содержащий ряд ванн, установленных по ходу технологического процесса, т|«нспортирующив роторы с пазами для загрузки в них обрабатываегущх издадим, расположенные внутри ванн и механизм переталкивания изделий от ротора к ротору, отличающийся тем, что, с целью, повышения производительности процесса путем обеспечения групповой обработки изделий и исключения заклинивания роторов, роторы установлены соосно друг другу, пазы для загрузки снабжены направляю-щими для изделий, установленными под углом к образуюнщм роторов, а механизм ператалкивания изделий расположен вдоль образущих роторов.
2.Агрегат по п. I, отличающийся тем, что направляющие находятся в пазах ротора под углом 2-5° к образуюи|ей роторов. иг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для обработки изделий в жидкостях | 1983 |
|
SU1135808A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Установка для мойки изделий | 1988 |
|
SU1600860A1 |
| Устройство для загрузки деталей | 1991 |
|
SU1802779A3 |
| Устройство для химической обработки изделий, имеющих форму тел вращения | 1977 |
|
SU682578A1 |
| Установка для нанесения защитных покрытий методом окунания | 1989 |
|
SU1722608A1 |
| Устройство для подачи изделий | 1987 |
|
SU1442461A2 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| УСТРОЙСТВО ДЛЯ КЛИМАТИЧЕСКИХ ИСПЫТАНИЙ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 2011 |
|
RU2479889C1 |
| Устройство для жидкостной обработки цилиндрических деталей | 1988 |
|
SU1507869A1 |