1
Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано в прессах, обрабатывающих ленту, для повышения точности подачи последней.
Известен механический пресс для штамповки деталей, содержащий смонтированные на станине рабочие валы, связанные с ними матрицы и пуансоны и приводной механизм подачи материала.
Повыщение точности подачи материала в зону обработки обеспечивается за счет того, что механизм подачи материала выполнен в виде двух подпружиненных прижимов, установленного на предусмотренном промежуточном валу эксцентрика с регулируемым эксцентриситетом и смонтированной на эксцентрике обоймы с двумя колонками для размещения прижимов, при этом один из прижимов, поджимающий материал, постоянно смонтирован до зоны обработки, а второй, взаимодействующий посредством предусмотренного упора с материалом поочередно с матрицей, расположен на выходе из зоны обработки.
Кроме того, рабочие валы и промежуточный вал с эксцентриком связаны между собой через рабочие шестерни.
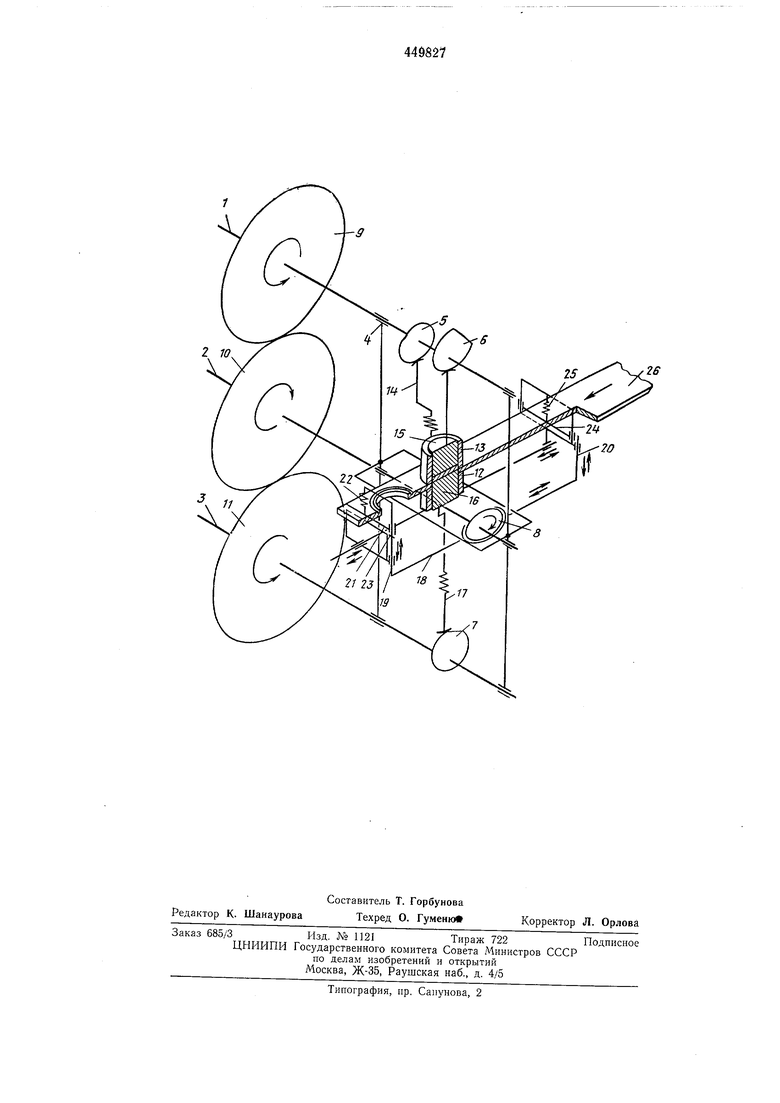
На чертеже изображена кинематическая схема рабочей части пресса.
На трех параллельных валах 1, 2, 3, расположенных на станине в цапфах 4, размещены
кулачки 5, 6, 7 и эксцентрик 8 с регулируемой величиной эксцентриситета. Все три вала соединены шестернями 9, 10, 11. На станине укрепляется также неподвижная матрица 12, с которой сочленяется подвижная матрица 13, связанная через ползун с пружиной 14 с кулачком 5. Пуансон 15 жестко связан с кулачком 6. Пуансон 16 посредством ползуна с пружинным элементом 17 связан с кулачком 7. На эксцентрике 8 помещена обойма 18 с двумя колонками 19 и 20. На колонке 19 имеется прижим 21, перемещение которого под воздействием пружины 22 ограничивается регулируемым упором 23.
На колонке 20 укреплен прижим 24 с пружиной 25.
При вращении вала 1 через кулачок 5 и ползун с пружиной 14 перемещается вниз подвижная матрица 13. При сочленении подвижной матрицы 13 с неподвижной матрицей 12 защемляется обрабатываемая лента 26 и происходит объемное сжатие материала в зоне резания. Затем пуансон 15, приводимый в движение кулачком 6, производит надрубку детали.
Величина необходимого противодействующего усилия надрубки обеспечивается пружинным элементом 17.
Вырубка детали начинается после допол нительного сжатия пружинного элемента 17
кулачком 7 до необходимой величины усилия вырубки. Заканчивается вырубка после перемещения вверх пуансонов 15 и 16 на расстояние, равное сумме толщины материала детали и величины надрубки, т. е. когда пуансон 16 дойдет до нижней кромки подвижной матрицы 13. Затем происходит расчленение матриц и удаление вырубленных деталей одним из известных способов, например сжатым воздухом.
Подача материала в зону обработки осуществляется эксцентриком 8, сообщающим через обойму 18 с двумя колонками 19 и 20 возвратно-поступательное движение прижимами 21 и 24. Прижимы работают синхронно с подвижной матрицей 13. В момент освобождения ленты матрицами 13 и 14 прижим 21 зажимает ее, совместно с прижимом 24 перемещает на величину щага подачи и освобождает в момент защемления ленты матрицами. Зажатие и освобождение ленты прижимом 21 происходит в крайних правом и левом положениях эксцентрика 8. Подъем и опускание прижима 21 осуществляется с помощью упора 23. Пройдя нижнюю половину траектории движения, упор 23 сочленяется с прижимом 21, поднимает его (лента освобождается), начинается взвбДмеханизма подачи и, пройдя верхнюю половину траектории движения, опускает прижим 21 (лента зажимается), начинается подача. Прижим 24, зажимая ленты постоянно, во время взвода скользит вдоль нее. Регулирование щага подачи материала осуществляется изменением величины эксцентриситета эксцентрика 8.
Предмет изобретения
1.Механический пресс для штамловки деталей, содержащий смонтированные на станине рабочие валы, связанные с ними матрицы и пуансоны и приводной механизм подачи материала, отличающийся тем, что, с целью повыщения точности подачи материала
в зону обработки, механизм его подачи выполнен в виде двух подпружиненных прижимов, установленного на предусмотренном промежуточном валу эксцентрика с регулируемым эксцентриситетом и смонтированной на
эксцентрике обоймы с двумя колонками для размещения прижимов, при этом один из прижимов, поджимающий материал, постоянно смонтирован до зоны обработки, а второй, взаимодействующий посредством предусмотрепного упора с материалом поочередно с матрицей, расположен на выходе из зоны обработки.
2.Пресс по п. 1, отличающийся тем, что рабочие валы и промежуточный вал с
эксцентриком связаны между собой через рабочие щестерни.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ПРЕСС | 1972 |
|
SU355045A1 |
| Механический пресс-автомат | 1976 |
|
SU569457A1 |
| Механический пресс-автомат | 1973 |
|
SU460193A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ЛЕНТЕ | 1970 |
|
SU259036A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Штамп для штамповки деталей из плоского материала | 1987 |
|
SU1426680A1 |