1
Известен способ определения коробления плоских деталей путем измерения стрелы прогиба в вертикальном направлении.
Предлагаемый способ отличается от известного тем, что коробление плоских деталей определяется по искривлению упругой линейки- датчика, совмещенной с поверхностью детали посредством пневмоподушек при давлении воздуха в них 0,02-0,05 кгс/см. Это позволяет повысить точность и снизить трудоемкость.
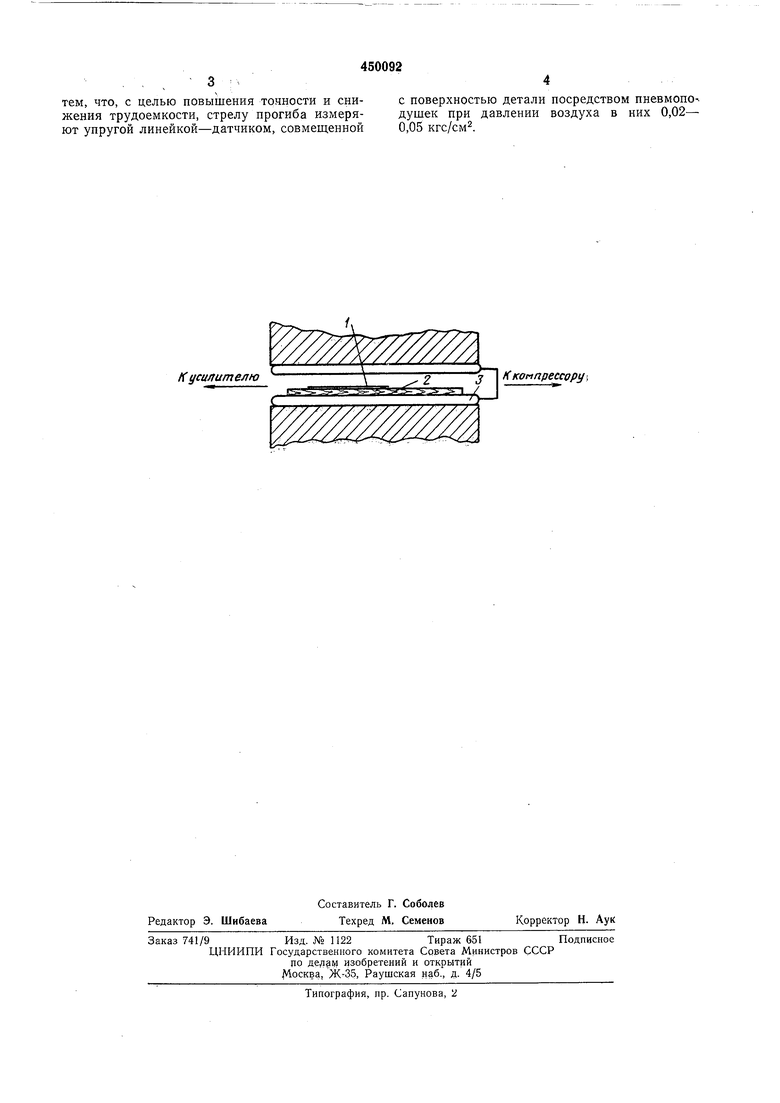
На чертеже изображена схема замера коробления. Коробление определяется по искривлению упругой линейки - датчика 1 совмещенной с поверхностью детали 2. Совмещение пласти упругой линейки с поверхностью испытуемой детали производится воздействием на другую пласть линейки равномерно распределенной нагрузки. Нагрузка создается пневмоподушками 3, накачиваемыми воздухом и имеющими давление 0,02-0,05 кгс/см. Возможное искривление материала от нагрузки, создаваемой на одну сторону детали, компенсируется второй пневмоподушкой, прижимаемой к плите с противоположной стороны. Обе подушки включены через редуктор в воздущную магистраль параллельно, что обеспечивает одинаковое давление в них воздуха.
Процесс замера коробления осуществляется следующим образом.
Плиту устанавливают на специальный стол, в подушки подают воздух, и линейка - датчик прижимается к поверхности детали. При достижении необходимого давления воздуха в подушках производят отсчет величины коробления материала, которую определяют по искривлению линейки, характеризуемому деформированием тензорезисторов, наклеенных по обеим сторонам линейки. Включают теизорезисторы и регистрируют коробление детали электронным или стрелочным прибором, проградуированным в величинах прогибов на 1 м длины в направлении измерения или средних радиусах кривизны материала.
Величина коробления детали определяется как среднее из нескольких замеров в одном направлении, которые могут быть выполнены одновременно, благодаря датчикам, включенным в другие каналы тензометрического усилителя. Плоскостность упругой линейки - датчика (нулевой сигнал) время от времени проверяют совмещением ее с поверхностью поверочной плиты.
Предмет изобретения
Способ определения коробления плоских деталей путем измерения стрелы прогиба в вер30 тикальном направлении, отличающийся
тем, что, с целью повышения тонности и снижения трудоемкости, стрелу ирогиба измеряют упругой линейкой-датчиком, совмещенной
с поверхностью детали посредством пневмоио-. душек при давлении воздуха в них 0,02- 0,05 кгс/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оправки деталей из листа | 1989 |
|
SU1643133A1 |
| Устройство и способ для обнаружения оптических дефектов деталей конструкционной оптики | 2021 |
|
RU2789204C1 |
| Способ термоправки изделия из титановых сплавов | 1982 |
|
SU1088397A1 |
| Устройство для измерения коробления плоских деталей | 1976 |
|
SU577395A1 |
| МОБИЛЬНЫЙ ИНСПЕКЦИОННО-ДОСМОТРОВЫЙ КОМПЛЕКС | 2019 |
|
RU2733334C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| Способ односторонней механической обработки нежестких деталей | 1990 |
|
SU1757787A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
| Способ исследования подкладочного состава флюсовой подушки | 1978 |
|
SU863284A1 |
| Способ управления процессом правки деталей | 1985 |
|
SU1344453A1 |
т
2j
к компрессору,
bJjg--b J ц/ I
