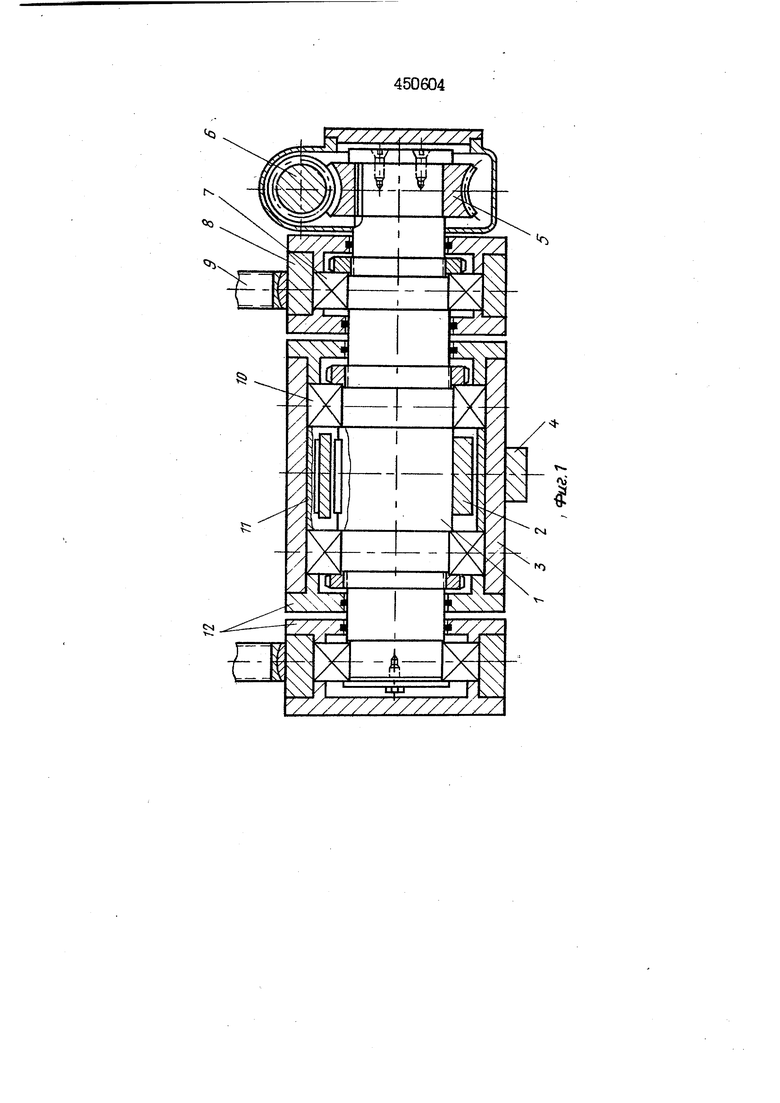
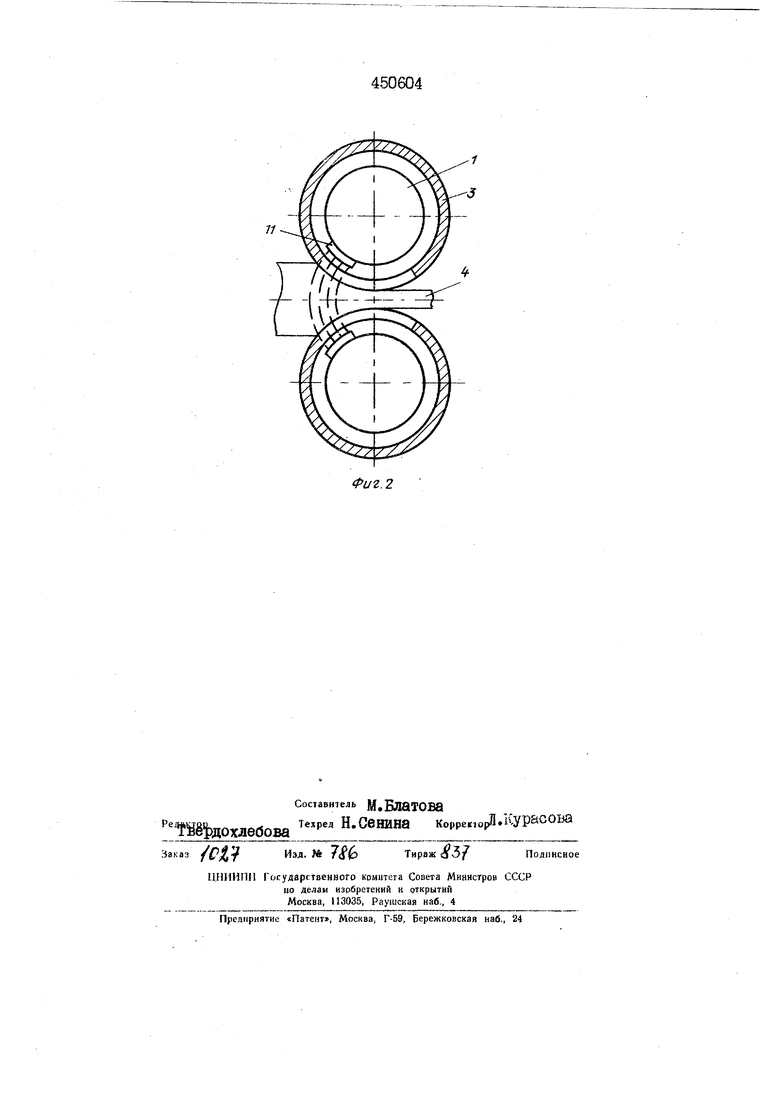
Изооретение может быть использовано в черной и цветной металлургии, преимущественно в прокатных клетях, совмещенных с установками непрерывного литья , системах вторичного охлаждения и тянуще-правильных устройствах этих установок. Известны рабочие валки прокат ных и тянуще-правильных устройств, содержащие ось и ферромагнитный бандаж, связанные магнитопроводом. Недостатком валков является сложность конструкции привода бандажа. Целью изобретения является уп рощение привода бандажа. Цель достигается за счет то го, что ось валка снабжена магнитами с ориентацией полюсов к ду ге захвата, а наружный бандаж выполнен из ферромагнитного материала с температурой точки Кюри более низкой, чем рабочая температура валка на дуге захвата. Для регулирования скорости ось валка с магнитами снабжена ме ханизыом поворота относительно бандажа, например червячным. На фиг. I показан предлагаемый валок в разрезе; на фиг. 2 магниты, расположенные относительно бандажа. На оси I валка укреплено кольцо 2 с магнитами, действующими своим полем на бандаж 3, Деформируемый и транспортируемый через валки прокат или слиток контактирует сбандажом. На оси I установлен червячный редуктор, состоящий из колеса 5 и червяка ь. Ось установлена в подшипниках 7, расположенных в подушках 8. Положение валке определяется нажимными винтами 9. Бандаж 3 установлен на подшипниках 10. Полюса магнитов II укреплены на оси I. Крышки 12 защищает узлы подшипников. В процессе эксплуатации валка ось I неподвижна так же, как и кольцо 2 о магнитами. Число полюсов магнитов II может быть различным, но часть из НИХ:,, по крайней мере, один полюб дойзсен быть ориентирован к дуге захвата, где контактирует ферромагнитный банда 3 с горячим металлом 4. Пока нагрева нет, бандаж 3 находится в равновесии. При контакте бандажа с горячим металлом по дуге зах вата поверхность валка нагревается выше точки Кюри, и этот участок, к которому направлен один ИЛИ несколько полюсов магнитов, расположенных на оси I, теряет магнитные свойства, становится неферромагнитным. Это резкое изменение магнитной проницаемости приводит к нарушению равновесия, и на бандаж действует момент, пр водящий его во вращение. Новые участки бандажа, всту пив в контакт с горячим металлом в свою очередь, нагреваются, ста новятся парамагнитными, и бандаж продолжает вращение. Если после выхода с дуги захвата поверхност бандажа охлаждать достаточно интенсивно, чтобы ее температура упала ниже точки Кюри, то вращение валков будет происходить неп рерывно, пока происходит нагрев участка их поверхности. Поскольку длина дуги захват может быть различной при разных обжатиях и может потребоваться регулировка скорости, ось валка снабжена механизмом поворота. Ори вращении червяка 6 вращается колесо 5, и ось I с магнитами проворачивается в подшипниках 7 (бандаж застопорен и не вращается). Подшипники установлены в подушках 8, а положение их и валка легко регулировать нажимными винтами 9. Конструктивно полюса можно выполнить в виде электромагнитов (при больших моментах) или постоянных магнитов (при малых моментах). Бандаж можно выполнить не цельным из ферромагнитного материала, а двуслойным так, чтобы из ферромагнитного металла был изготовлен только наружный слой бандажа, а внутренний-из парамагнитного материала, ПРЕДМЕТ ИЗОБРЕТЕНИЯ 1.Рабочий валок прокатных и тянуще-правильных устройств преимудественно для обработки горячего металла, содержащий ось и ферромагнитный бандаж, связанные магнитопроводом, отличающийся тем, что, с целью упрощения привода бандажа, ось валка снабжена магнитами с ориентацией полюсов к дуге захвата, а бандаж выполнен из материала с температурой точки Кюри ниже, чем температура валка на дуге захвата. 2.Валок по Пе I, отличающийся тем, что, с целью обеспечения регулирования скорости, ось валка снабжена механизмом поворота, например червячным.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Прокатная клеть | 1972 |
|
SU475180A1 |
| ЧЕТЫРЕХВАЛКОВАЯ КАЛИБРОВОЧНАЯ КЛЕТЬ | 2010 |
|
RU2450874C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| Универсальный калибр | 1984 |
|
SU1205949A1 |
| Узел валка рабочей клети | 1980 |
|
SU994067A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |