(54 ) УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРАВКИ ИЗДЕЛИЙ-ПРОФИЛЕЙ | 1971 |
|
SU308790A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Устройство для правки труб и профилей | 1975 |
|
SU577066A1 |
| УСТАНОВКА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU408686A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Правильная машина | 1976 |
|
SU651665A3 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Устройство для правки концевыхучАСТКОВ ТРуб и пРуТКОВ | 1979 |
|
SU829252A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Устройство для правки профильных изделий | 1986 |
|
SU1344454A1 |
1
Изобретение относится к обрабооке металлов давлением.
Известно устройство для правки изделий содержащее совершающую колебания от привода правильную клеть с двумя калибрами, образованными роликами.
Цель изобретения - обеспечить правку местных искривлений и концов труб. . .
Это достигается тем, что предлаЬае-
мое устройство снабжено дополнительными парами роликов, установленными на клети. При этом все верхние и нижние правильные ролики расположены соответственно по ду. гам и каждый из них снабжен механизмом его регулировки.
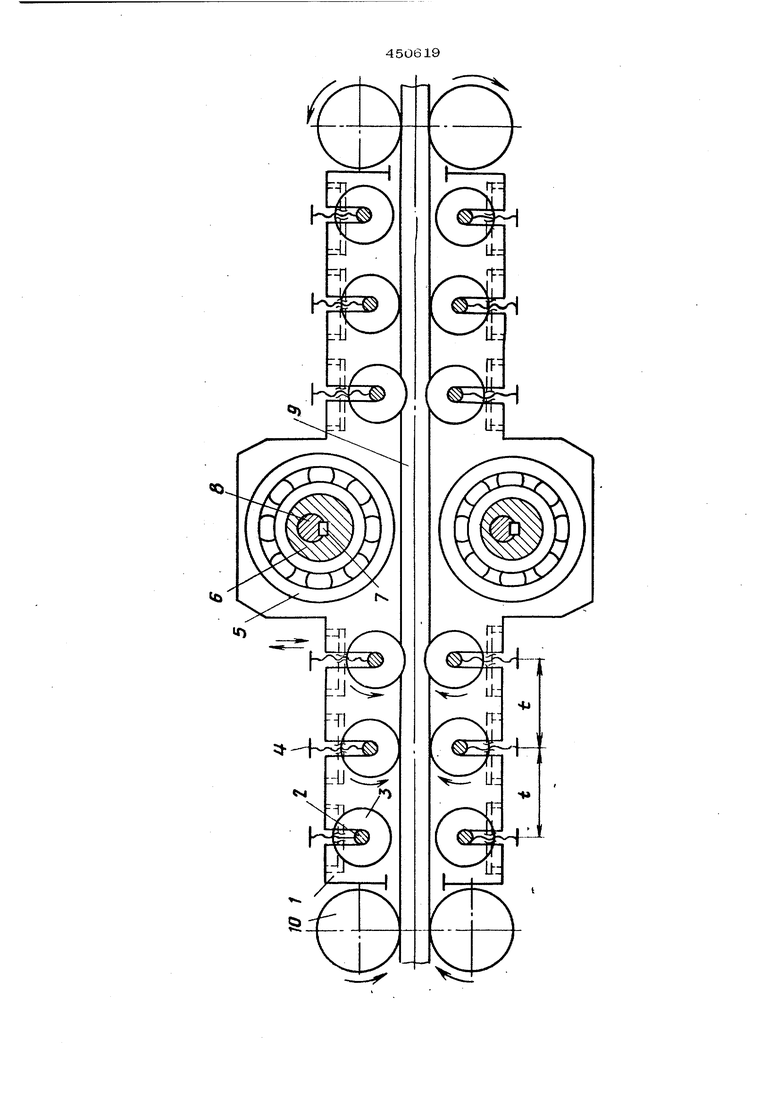
: На чертеже изображено предлагаемое устройство. В корпусе 1 на осях 2 установлены с малым шагом два ряда опозитных роликов 3, раствор которых регулируется вращением винтов 4, В расточках корпусов 1 закреплены подщипники качения 5, посаженные на эксцентриковые втулки 6, закрепленные посредством шпонок 7 на валах 8.
Описанное устройство работает следую- . щим образом. Подлежащее правке изделие 9 перемещается парными тянущими роликами 10, установленными с обеих сторон устройства. Предварительно перед правкой верхние ролики выставляют по кривой, обращенной выпуклостью вниз, а нижние ролики - по кривой с выпуклостью вверх. Проходя через систему правильных роликов, изделие подвергается многократному знакопеременному згибу, за счет многократных качаний корпуса, создаваемых вр,дще- нием эксцентриковых втулок 6, сидящих на приводных валах 8.
При этом иэделие подвергается интенсивной деформации за пределом упругости, обеспечивающей ycTpaneime местных 1скривлений. Концевая кривизна устраняется эа счет того, что крайние рабочие ролики максимально сближаются с чЗадающими и вьща-. ющими.
Предмет изобретения
Устройство для правки изделий, содержащее совершающую колебания от приво-
да правильную клеть с двумя калибрами,нитепьными парами роликов, установяетшхми
образованными нижним и верхним ролика-на клети, при этом все верхние и нижние
ми, отличающееся тем, что, сролики расположены соответственно по
целью обеспечения правки местных искрив-дугам и каждый из них снабжен механизлений и концов труб оно снабжено допол-5 мом его регулировки.
45О619