(54) ПРАВИЛЬНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки длинномерных ихделий | 1974 |
|
SU603324A3 |
| МАШИНА ДЛЯ ПРАВКИ КРУГЛОГО ПРОКАТА | 1971 |
|
SU299060A1 |
| Система управления правильной валковой машиной | 1974 |
|
SU561496A3 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ОБОДОВ КОЛЕС | 1993 |
|
RU2050998C1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Способ шлифования зубьев цилиндрических зубчатых колес и устройство для его осуществления | 1980 |
|
SU925242A3 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| Косовалковая правильная машина | 1980 |
|
SU978719A3 |
| Обточно-полировальная головка | 1981 |
|
SU1126206A3 |
| Устройство для правки проката | 1982 |
|
SU1037998A1 |
1
Изобретение относится к обработке металлов давлением, а именно к машинам для правки.
Известна правильная машина, содержащая станину, установленные на ней перемещаемые правильные клети в виде правильных коробов, при этом правиль ные клети связаны между собой передаточным механизмом 1.
Недостатком известной конструкции является сравнительно низкое качество правки и сложная регулировка машины.
Целью изобретения является повышение качества правки и упрощение регулировки машины.
Указанная цель достигается за счет того, что каждая клеть снабжена плоскими и цилиндрическими направляющими, расположенными взаимно перпендикулярно по отношению к одноименная направляющим соседних клетей, а передато-чный механизм выполнен в виде шлицевого вала и по крайней мере одного ходового винта с установленными на них и входящими, между собой в зацепление шестернями, при STOiif правильный короб выполнен разъемным с возможностью поворота одной половины короба вместе с парой съемных
роликов вокруг шарнира, причем ролики установлены консольно с возможностью перемещения относительно оси. правки и два из них выполнены приводными.
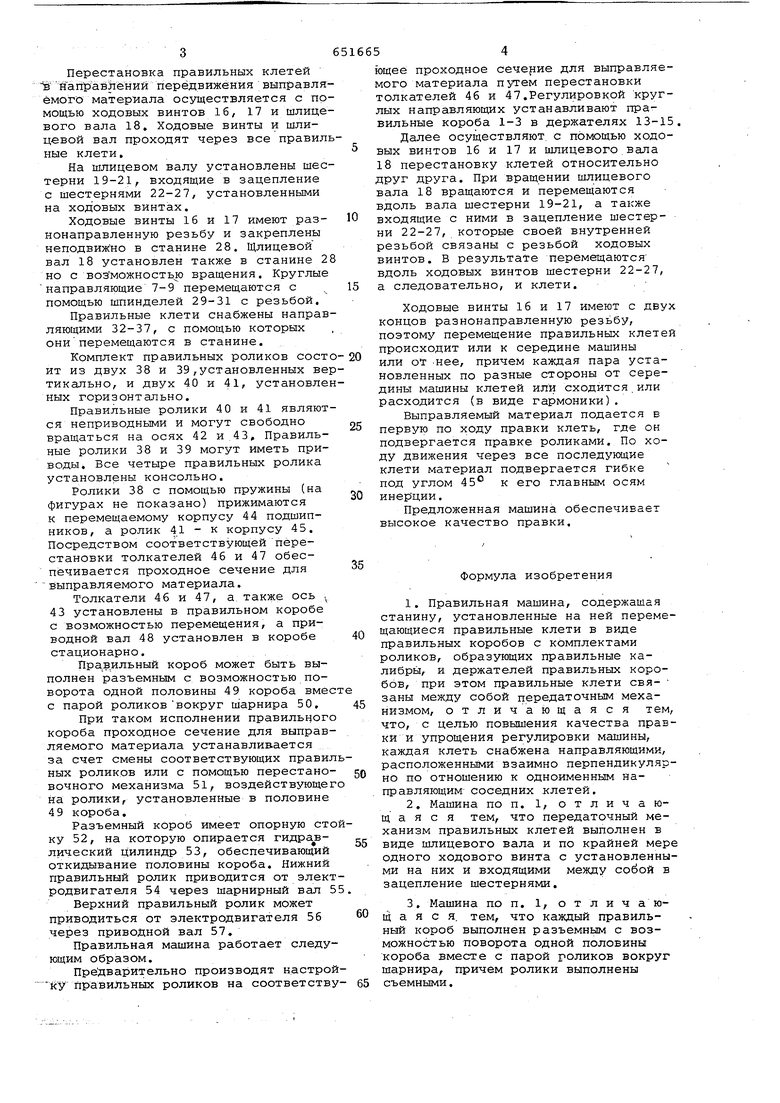
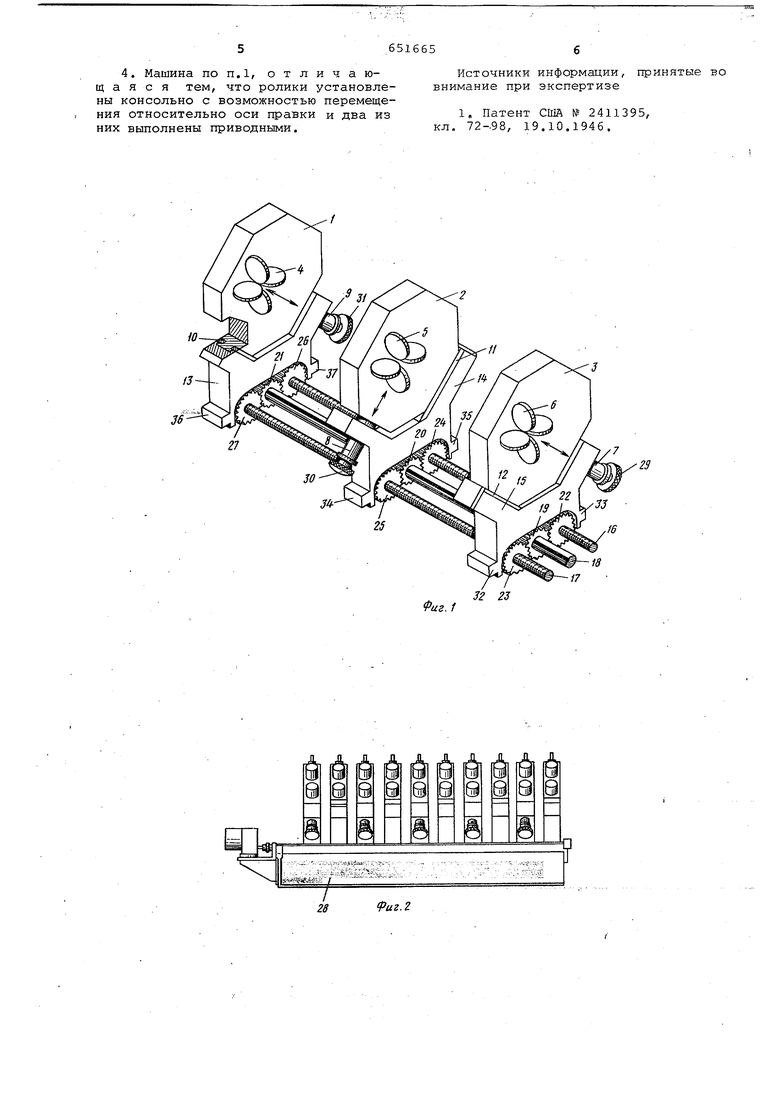
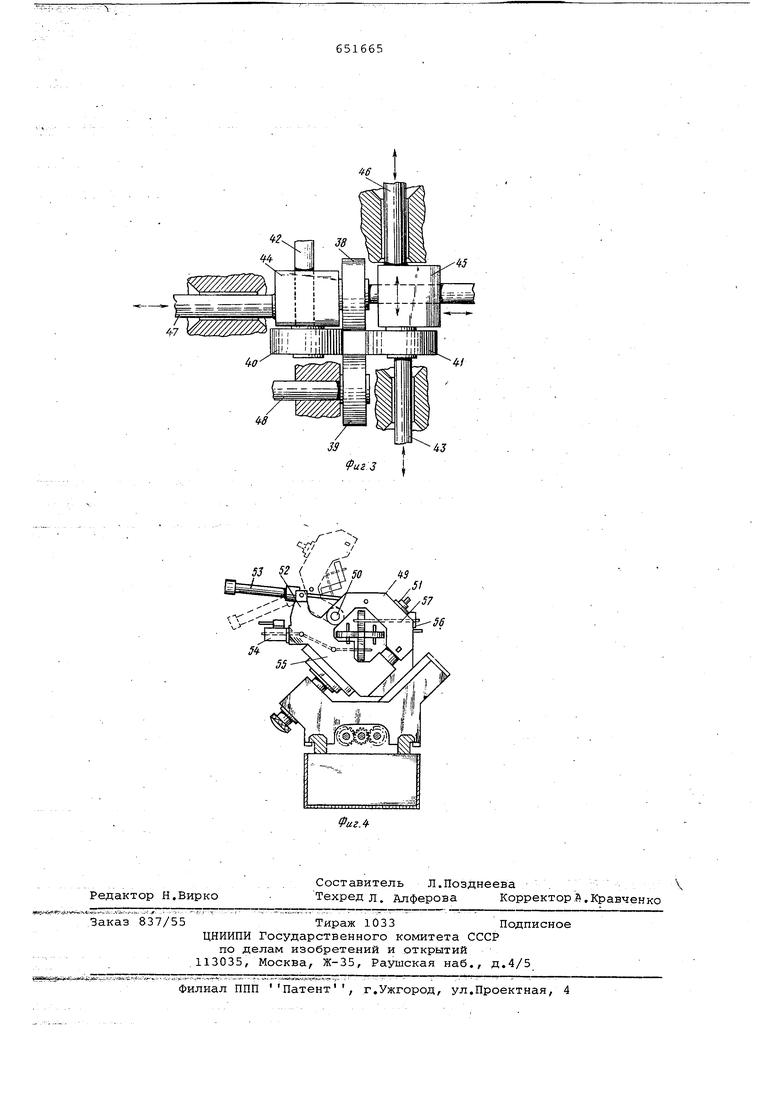
На фиг. 1 изображена правильная машина, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - схематическое изображение перестановочного приспособления правильных валков в правильном коробе; на фиг. 4 - правильный короб с откидной половинкой.
Правильная машина содержит правильные клети, состоящие из правильных коробов 1-3 с комплектами правильных роликов 4 - 6, из которых каждые два расположены горизонтально и два вертикально, причем оси каждого ролика расположены под прямым углом к средней линии выправляемого материала. Каждый правильный короб имеет круглые направляющие 7-9 и радикальные направляющие 10-12, установленные на держателях 13-15 правильных коробов.
Плоские и цилиндрические направляющие расположены взаимно перпендикулярно по отношению к одноименным направляющим соседних клетей.
Перестановка правильных клетей ёйаправлёний передвижения выправляемого материала осуществляется с помощью ходовых винтов 16, 17 и шлицевого вала 18. Ходовые винты и шлицевой вал проходят через все правильные клети,
На шлицевом валу установлены шестерни 19-21, входящие в зацепление с шестернями 22-27, установленными на ходовых винтах.
Ходовые винты 16 и 17 имеют разнонаправленную резьбу и закреплены неподвижно в станине 28. Щлицевой вал 18 установлен также в станине 28 но с возможность о вращения. Круглые направляющие 7-9 перемещаются с , помощью шпинделей 29-31 с резьбой.
Правильные клети снабжены направляющими 32-37, с помощью которых они перемещаются в станине.
Комплект правильных роликов состо ит из двух 38 и 39,установленных вертикально, и двух 40 и 41, установленных горизонтально.
Правильные ролики 40 и 41 являются неприводными и могут свободно вращаться на осях 42 и.43, Правильные ролики 38 и 39 могут иметь приводы. Все четыре правильных ролика установлены консольно.
Ролики 38 с помощью пружины (на фигурах не показано) прижимаются к перемещаемому корпусу 44 подшипников, а ролик 41 - к корпусу 45. Посредством соответствующей перестановки толкателей 46 и 47 обеспечивается проходное сечение для Выправляемого материала.
Толкатели 46 и 47, а. также ось 43 установлены в правильном коробе с возможностью перемещения, а приводной вал 48 установлен в коробе стационарно.
Пра в ильный короб может быть выполнен разъемным с возможностью поворота одной половины 49 короба вмес с парой роликоввокруг шарнира 50.
При таком исполнении правильного короба проходное сечение для выправляемого материала устанавливается за счет смены соответствующих правилных роликов или с помощью перестановочного механизма 51, воздействующег на ролики, установленные в половине 49 короба.
Разъемный кОроб имеет опорную стоку 52, на которую опирается гидра влический цилиндр 53, обеспечивающий откидывание половины короба. Нижний правильный ролик приводится от электродвигателя 54 через шарнирный вал 5
Верхний правильный ролик может приводиться от электродвигателя 56 через приводной вал 57.
Правильная машина работает следующим образом.
Предварительно производят настройку правильных роликов на соответству
ющее проходное сечение для выправляемого материала путем перестановки толкателей 46 и 47.Регулировкой круглых направляющих устанавливают правильные короба 1-3 в держателях 13-15
Далее осуществляют с помощью ходовых винтов 16 и 17 и шлицевого.вала 18 перестановку клетей относительно друг друга. При вращении шлицевого вала 18 вращаются и перемещаются вдоль вала шестерни 19-21, а также входящие с ними в зацепление шестерни 22-21, которые своей внутренней резьбой связаны с резьбой ходовых винтов. В результате перемещаются вдоль ходовых винтов шестерни 22-27, а следовательно, и клети.
Ходовые винты 16 и 17 имеют с двух концов разнонаправленную резьбу, поэтому перемещение правильных клетей происходит или к середине машины или от -нее, причем каждая пара установленных по разные стороны от середины машины клетей или сходится,или расходится (в виде гармоники),
Выправляемый материал подается в первую по ходу правки клеть, где он подвергается правке роликами. По ходу движения через все последующие клети материал подвергается гибке под углом 45 к его главным осям инерции.
Предложенная машина обеспечивает высокое качество правки.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
32 23
Фиг.1
ssJ fefeJ; /
-;
{2 ( % 50
5
ФигЗ i
9
51
