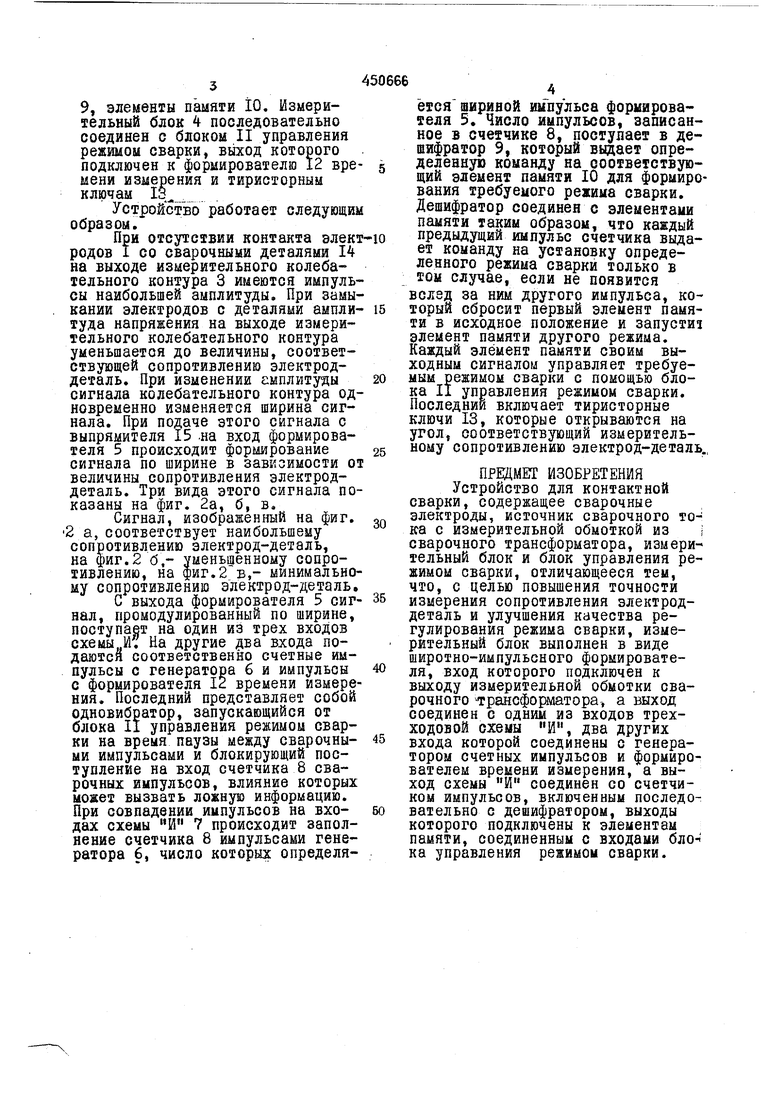
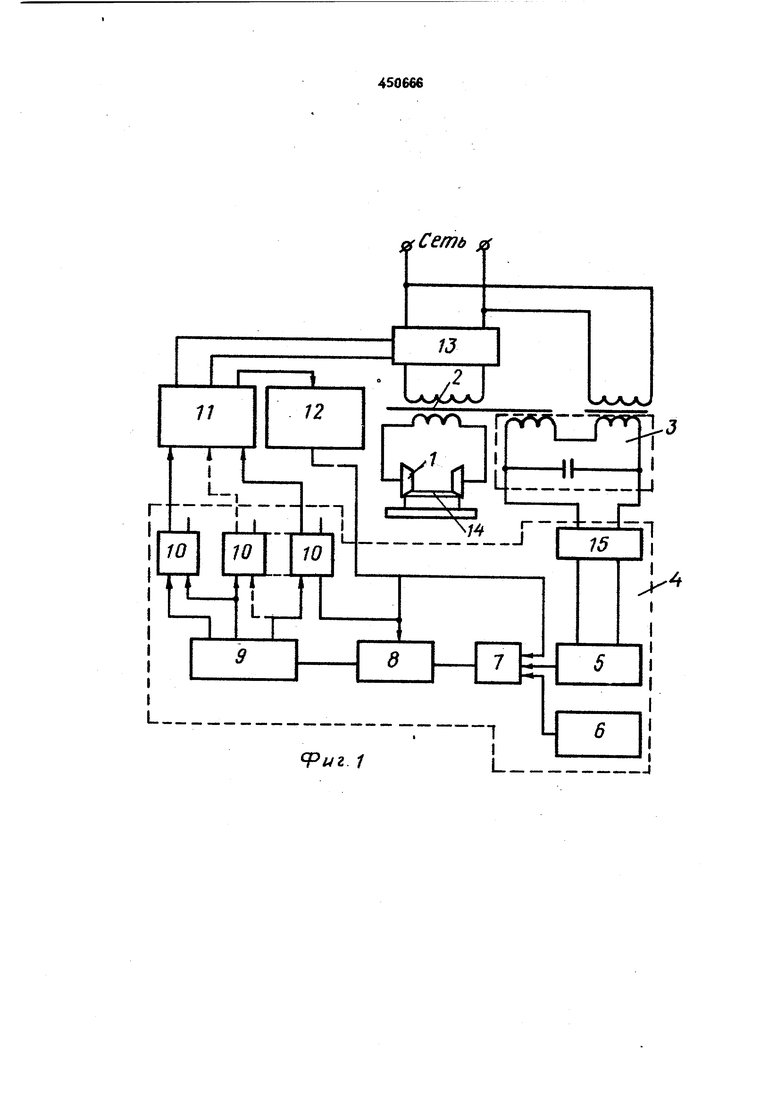
изобретение относится к сварке и может быть использовано при герметизации корпусов интегральных схем. Известные устройства для контактной сварки содержащие сварочные электроды источник сварочного тока с измерительной обмоткой из сварочного трансформатора, измерительный блок и блок управления режимом сварки, обладают сравнительно невысокой точностью измерения сопротивления электроддеталь, а следовательно, не обеспечивают удовлетворительного регулирования режима сварки. Цель изобретения - повышение точности измерения сопротивления электрод-деталь и улучшение качест ва регулирования режима сварки. Для этого в предлагаемом устройстве измерительный блок выполнен в виде широтно-импульсного формирователя, в качестве которого использован, например, триггер Шмидта, вход которого подключен к выходу измерительной обмотки сварочного трансформатора, а выход соединен с одним из входов трехходовой схемы И, два других входа которой соединены с генератором счетных импульсов и формирователем времени лзыерения, а выход схемы И соединен со счетчиком импульсов, включенным последовательно с дешифратором, выходы которого подключены к элементам памяти, соединенным с входами блока управления режимом сварки. На фиг. I изображена схема предлагаемого устройства; на фиг. 2 - временные диаграммы его работы. Устройство годержит свароч ные электроды I, источник 2 сва§ очного тока, измерительный колеательный контур 3, последовательно соединенный с измерительным блоком 4, в состав которого входят широтно-импульсный формирователь 5, генератор 6 счетных импульсов, схема 7 совпадения, счетчик 8 импульсов, дешифратор 9, элементы памяти 10. Измерительный блок 4 последовательно соединен с блоком II управления режимом сварки, выход которого подключен к формирователю 12 времени измерения и тиристорным ключам 13 Устройство работает следующим образом. При отсутствии контакта элект родов I со сварочными деталями 14 на выходе измерительного колебательного контура 3 имеются импульсы наибольшей амплитуды. При замыкании электродов с деталями амплитуда напряжения на выходе измерительного колебательного контура уменьшается до величины, соответствующей сопротивлению электроддеталь. При изменении емплитуяы сигнала колебательного контура одновременно изменяется ширина сигнала. При подаче этого сигнала с выпрямителя 15 .на вход формирователя 5 происходит формирование сигнала по ширине в завкзимости от величины сопротивления электроддеталь. Три вида этого сигнала показаны на фиг. 2а, б, в, Сигнал, изображенный на фиг. 2 а, соответствует наибольшему сопротивлению электрод-деталь, на фиг.2 б,- уменьшенному сопротивлению, на фиг.2 Б,- минимальному сопротивлению электрод-деталь, С выхода формирователя 5 сигнал, промодулированный по ширине, поступает на один из трех входов схемы„И. На другие два входа подаются соответственно счетные импульсы с генератора 6 и импульсы с формирователя 12 времени измерения. Последний представляет собой одновибратор, запускающийся от блока 11 управления режимом сварки на время паузы между сварочными импульсами и блокирующий поступление на вход счетчика 8 сварочных импульсов, влияние которых может вызвать ложную информацию. При совпадении импульсов на входах схемы И 7 происходит заполнение счетчика 8 импульсами генератора 6, число которых определяётся шириной импульса формирователя 5, Число импульсов, записанное в счетчике 8, посгудает в дешифратор 9, который выдает определенную команду на соответствующий элемент памяти 10 для формирования требуемого режима сварки. Дешифратор соединен с элементами памяти таким образом, что каждый предыдущий импульс счетчика выдает команду на установку определенного режима сварки только в том случае, если не появится вслед за ним другого импульса, который сбросит первый элемент памяти в исходное положение и запустив элемент памяти другого режима. Каждый элемент памяти своим выходным сигналом управляет требуемым режимам сварки с помощью блока II управления режимом сварки. Последний включает тиристорные ключи 13, которые открываются на угол, соответствующий измерительному сопротивлению электрод-деталь., ПРЕДМЕТ ИЗОБРЕТЕНИЯ Устройство для контактной сварки, содержащее сварочные электроды, источник сварочного тока с измерительной обмоткой из i сварочного трансформатора, измерительный блок и блок управления режимом сварки, отличающееся тем, что, с целью повышения точности измерения сопротивления электроддеталь и улучшения качества регулирования режима сварки, измерительный блок выполнен в виде широтно-импульсного формирователя, вход которого подключен к выходу измерительной обмотки сварочного -трансформатора, а выход соединен с одним из входов трехходовой схемы И, два других входа которой соединены с генератором счетных импульсов и формирователем времени измерения, а выход схемы И соединен со счетчиком импульсов, включенным последовательно с дешифратором, выходы которого подключены к элементам памяти, соединенным с входами бло-ка управления режимом сварки.
Сеть cr
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения сварочного импульса | 1986 |
|
SU1393564A1 |
| Способ автоматического регулирования процесса контактной сварки и устройство для его осуществления | 1984 |
|
SU1255338A1 |
| Система фазового цифрового управления контактной сваркой | 1985 |
|
SU1268346A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
rt / LZJ VjiJ sLШ.1 roi - i -Т Ij
