Изобретение относится к машиностроению.
Р1звестны фрезерные станки, содержащие перемещаемые в направляющих суппорт, хобот, шпиндельную бабку с горизонтальным и вертикальнш шпинделями, оснащенными гидравликой и програшлншл управлением.
Однако известные фрезерные станки не имеют автоматического регулирования производительностью насоса по сигналу от программного блока в процессе обработки детали в зависимости от мгновенных суммарных скоростей следящих гидравлических приводов подач. Известные фрезерные станки с контурным програшлным управлением обладают, как правило, средней точностью.
Цель изобретения - повышение производительности и экономичности станка, повышение точности обработки.
Для этого внутренний контур регулирования производительностью насоса электрически соединен с программоносителем програьмного
блока, предварительно запиоанный сигнал которого пропорционален мгновенным суммарным скоростям наружных, следящих по положению, контуров приводов подач, а беззазорный механический редуктор выполнен с предварительно натянутой винтовой шариковой парой.
На (|дг.1 показан предлагаемый станок, общий вид; На фиг,2 функциональная схема.
Фрезерный станок с программным управлением состоит из механических узлов: станины I, к вертикальным направляющим которой
крепится суппорт 2 с размещенным на нем вертикальным столом 3 и съемным столом 4; шпиндельной бабки 5, перемедаемой в горизонтальных направляющих станины; наружных
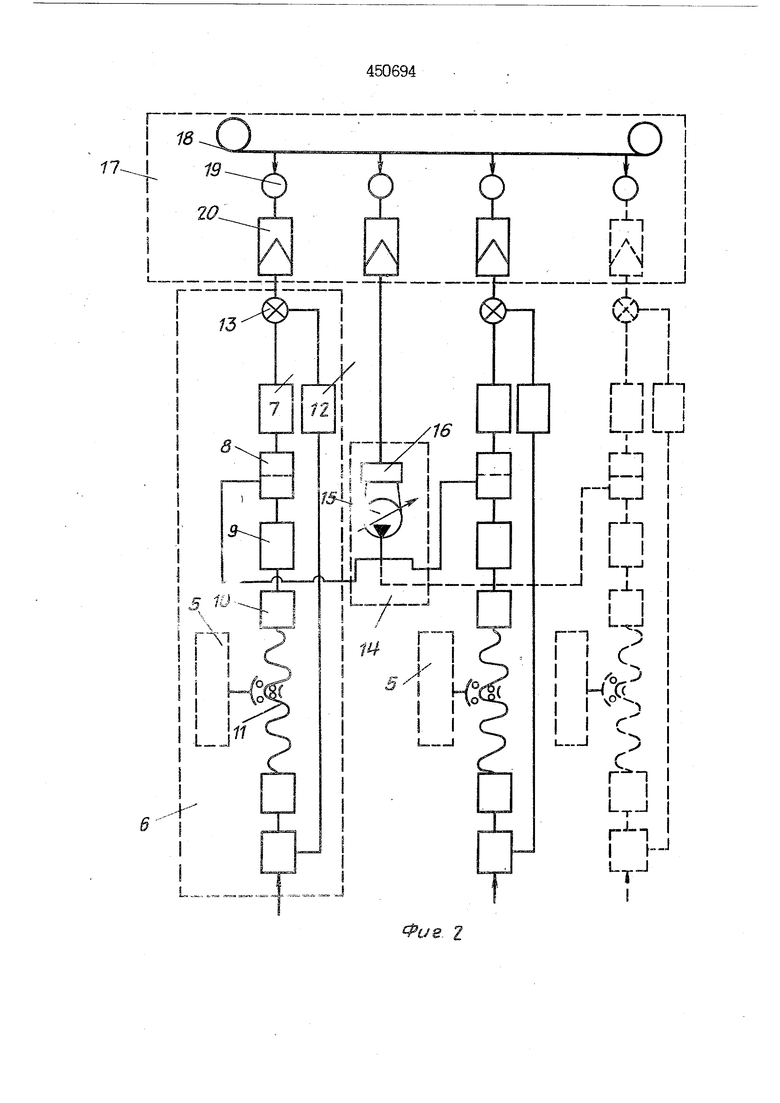
контуров 6 управления перемещениями приводов суппорта и шпиндельной бабки, состоящих из электронных усилителей 7, электрогидравяИ ческих усилителей 8, гидрав;шчес-г ких двигателей 9, беззазорных механических редукторов 10, шариковых винтовых пар с предварительным натягом II, электронных усилителей 12 обратной связи и сравниваяь щих устройств 13; внутреннего кон тура 14 регулирования производительностью насоса, состоящего из насоса регулируемой производительности 15, электрогидравлического усилителя 16 разворота шайбы насоса; программного блока 17, снабженного программоносителем 18 считыващим устройством 19 и элек тронных усилителей считывания 20. Станок с программным управлением работает следущим образом Программа вводится в считывающее устройство 19 программного блока 17. Напряжение сигнала программы усиливается усилителем считывания 20 и поступает на вход сравш1вающего устройства 13. С вы хода усилителя обратной связи 12 напряжение поступает на второй вход сравнивающего устройства. Пр разности мелдоу напряжениями сигнала программы и сигнала с датчика обратной связи на входе сравни ващего устройства 13 появится напряжение рассогласования. Это напряжение усиливается электронным усилителем 7 и поступает на электрогидравлический усилитель 8 соответствующей координаты. Золотник электрогидравличес кого усилителя (при дроссельном регулировании) приоткрывает щели и пропускает поток масла к гидродвигателю 9, который, в свою очередь, через беззазорный редуктор 10 воздействует на предварительно натянутую винтовую пару II, перемещая суппорт или шпиндельную баб ку в сторону уменьшения рассогласования. При отсутствии информаоди с программоносителя 18 проводится устойчивая остановка гидродвигателей подач. Для перемещения суппорта 2 и шпиндельной бабки 5 служат наружные следящие контуры приводов подач, которые в проессе обработки детали на станке программным управлением изменят мгновенные скорости подвижных рганов станка. Эти суммарные мгновенные корости записываются на одну из орожек программоносителя (см. иг,2). Напряжение сигнала прораммы усиливается усилителем читывания 20 и поступает на вход нутреннего контура рехулирования роизводительностью насоса 14, коорый гидравл11чески связан с элект рЬгидроусилителями 8 наружных следящих контуров приводов подач 6. Величина подачи насоса 15 регулируется поворотом шайбы или лопастей насоса, управляемых электрогидравлическим усилителем 16. В зависимости от величины сигнала напряжения с программоносителя устанавливается производительность насоса. ПРВДЛЕГ ИЗОЕРВГЕНШ 1.Универсальный фрезерный станок с програмглным управлением, перемещение суппорта и шпиндельной бабки которого производится через беззазорные механические редукторы наружными, следящими по положению, контурами приводов подач от внутреннего контура регулирования производительностью насоса по программе программного блока, отличающийся тем, что, с целью повышения производительности и экономичности станка, повышения точности обработки, внутренний контур регулирования производительности насоса электрически соединен с программоносителем программного блока, предварительно записанный сигнал которого пропорционален мгновенным суммарным скоростям наружных, следящих по положению,контуров приводов подач. 2.Станок по п.1, отличающийся тем, что беззазорннй механический редуктор выполнен с предварительно натянутой шариковой парой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок для торцовой тангенциальной обработки | 1985 |
|
SU1301565A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Способ автоматического регулирования производительности насоса гидропривода | 1973 |
|
SU447242A1 |
| Станок для термообработки фасонных поверхностей с нагревом токами высокой частоты | 1983 |
|
SU1161569A1 |
| Шпиндельный узел | 1979 |
|
SU837595A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Широкоуниверсальный фрезерный станок | 1990 |
|
SU1780939A1 |
| Резьбонарезной станок | 1984 |
|
SU1175630A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |