35
:л
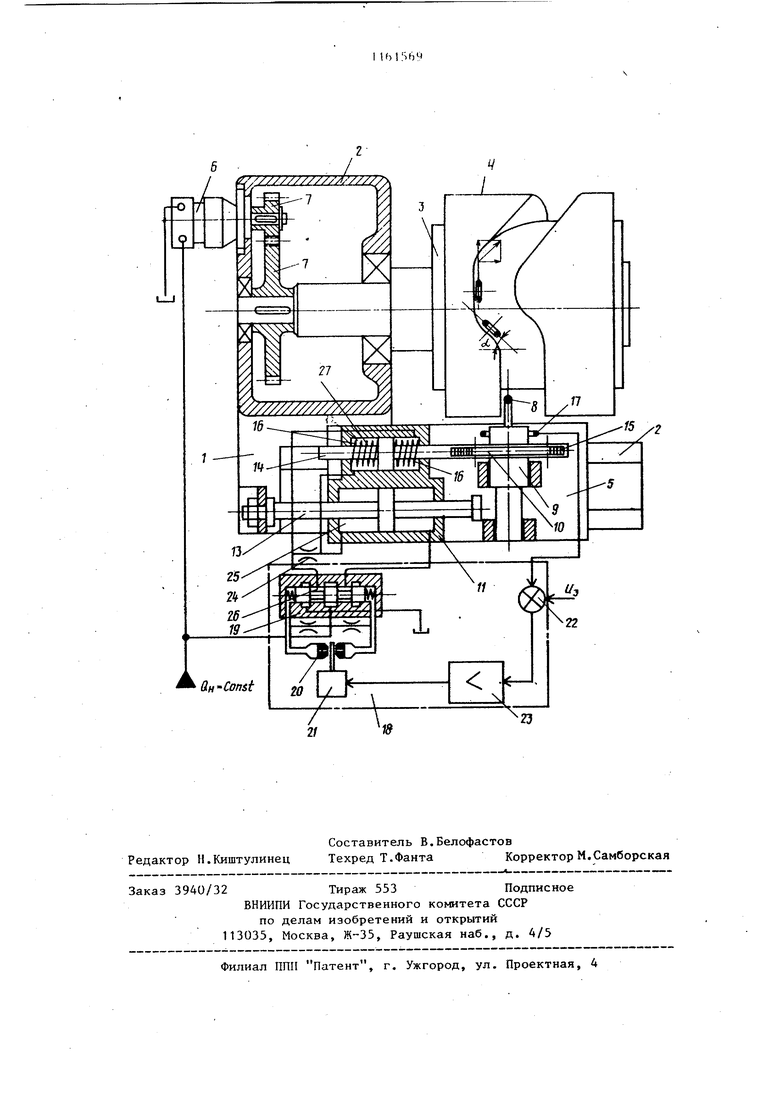
э: ;о Изобретение относится к индукцио ному нагреву, в частности, к оборуд ванию для термообработки с индук1щонным нагревом деталей с фасонным поверхностями, и может быть использовано для закалки фасонных поверхн тей кулачков, например пазов цилинд рических кулачков токарных многошпиндельных автоматов. Цель изобретения - повышение надежности и автоматизация процесса термообработки фасонных поверхносте На чертеже показан станок для те мообработки фасонных поверхностей с нагревом ТВЧ, общий вид. Предлагаем1.й станок состоит из станины 1 с направляющими 2. На ста нине 1 закреплена шпиндельная бабка 3 с планшайбой 4 для установки обр батываемого изделия, а на направляю щих 2 установлен суппорт 5. Планшайба 4 приводится во вращение пвдроп водом 6 через зубчатую передачу 7. На суппорте 5 расположены индуктор 8, закрепленный в поворотном корпусе 9 с шестерней 10, гидроцилиндр 11 следящей системы и гНдроцилиндр 12 поворйта индуктора 8. Шток 13 гидроцилиндра 11 закреплен на станине 1, а шток 14 гидроцилинд ра 12 имеет рейку 15, зацепляняцуюся с шестерней 10, и уравновешен пружинами 16. Кроме того, на суппор те 5 расположен датчик 17 мощности индуктора 8, установленный в цепи обратной связи электрогидравлической следящей системы 18, состоящей из четырехкромочного золотника; 19, сопла-заслонки 20 и электромеханического преобразователя 21, сравнивающего устройства 22, усилителя 23 и дросселя 24. ГидрО1Щлиндр И соединен с четьфехкромочным золотником 19, причем полость 25 гидро1Ц{линдра 11 соединена с управляйяцей полостью 26 золотника 19 через дроссель 24. Полости 27 гидроцнлинд ра 12 соединены между собой через дроссель 24, Датчик 17 мощности под ключен к входу сравнивакщего устройства 22 электрогидравлической следящей системы 18. Станок работает следующим образом. На планшайбе 4 закрепляется изде лие с фасонной поверхностью, относи тельно которой с заданным технологи ческим зазором устанавливается индуктор 8. Включается вращение планшайбы 4 от гидропривода 6 и питание индуктора от источника тока высокой частоты. Известно, что мощность в цепи индуктора, при прочих постоянных условиях, зависит от величины зазора между индуктором и обрабатываемой поверхностью При работе станка на вход сравнивающего устройства 22 подается задающий сигнал Uj, напряжение которого соответствует сигналу датчика 17 при заданном зазоре. Ошибка следящей системы через усилитель 23 и золотник 19 вызывает перемещение гидроцилиндра 11 и суппорта 5 в сторону уменьшения ошибки. Таким образом, при вращении гидропривода 6 и изделия суппорт 5 и индуктор 8 отслеживает профиль детали с заданным зазором. Скорость копировального движения пропорциональна расходу Q масла через дроссель 18. Перепад давлений на дросселе -KQS J f2g - плотность масла; g 9,8 м/с., yw - коэффициент расхода дросселя}f - площадь проходного сечения. Из формулы видно, что перепад давлений ЛР пропорционален квадрату расхода через дроссель. Следовательно, при соответствующих з арактеристиках пружин 16 перемещение поршня 14 и угол (Х поворота индуктора пропорциональны скорости копировального движения. Поэтому плоскость индуктора всегда параллельна участку обрабатьшаемого профиля. Значение расхода Q гидропривода станка определяет скорость движения индукт,ора по профилю, которая постоянная на всех участках. Это достигается выбором соответствующей площади цилиндра 11, объемного коэффициента гидропривода 6 и передаточного отношения редуктора. Таким образом, на станке автоматически вьтолняется термообработка фасонных поверхностей с постоянной глубиной закаливаемого слоя на всех участках профиля. Годовой экономический эффект от вйедрения изобретения ориентировочно составил б тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для термической обработки криволинейных поверхностей изделий с нагревом токами высокой частоты | 1985 |
|
SU1255649A1 |
| Токарно-револьверный станок с устройством для двухкоординатного копирования | 1981 |
|
SU959929A1 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
| Станок для обточки колёсной пары | 2022 |
|
RU2794650C1 |
| Устройство задающей подачи копировально-шлифовального станка | 1986 |
|
SU1458161A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ, содержащий шпиндельную бабку с планшайбой для установки изделия с фасонной поверхностью, суппорт с поворотным индуктором, гидропривод поворота планшайбы, гидроцилиндры поворота индуктора и перемещения суппорта, электрогидравлическую следящую систему управления гидроцилиндром перемещения суппорта и датчик мощности индуктора, отличающийся тем, что, с целью повьшения надежности и автоматизации процесса термообработки, станок снабжен установленным на выходе злектрогидравлической следящей системы дросселем, соединяющим полости гидроцилиндра по;ворота индуктора между собой, а вход этой системы связан с датчиком мощности индук(Л тора.
| Патент США 3823927, кл: С 21 D 1/10 (НКИ 266-5), 1974 | |||
| Установка для закалки криволинейных поверхностей | 1976 |
|
SU644848A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
