В некоторых случаях необходима очень точная проверка соблюдения допусков в линейных размерах деталей либо их разметки. Пользование обычными механическими измерительными инструментами штангенциркулями, микрометрами и калибрами не всегда бывает возможно по причинам недостаточной их чувствительности, либо вследствие их конструктивной неприспособленности для данного типа измерений.
Предлагаемое устройство дает возможность с очень большой точностью определять отклонения в размерах при очень больших отношениях размера к допуску порядка и выШе.
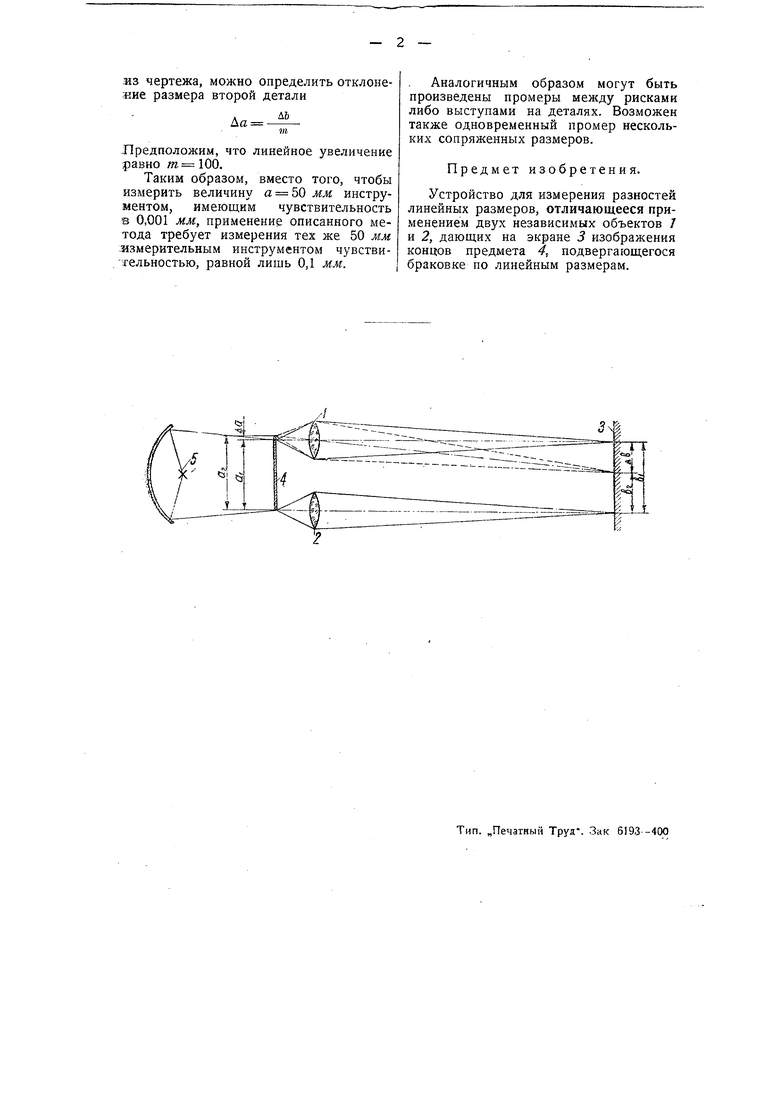
На чертеже изображена схема предлагаемого устройства.
Перед измеряемой деталью 4 устанавливаются два объектива / и 2 так, чтобы каждый из них проектировал на экран 3 только лишь одну из точек или граней, расстояние между которыми подлен ит измерению. Расстояние между объектом и экраном и фокусные расстояния объективов выбираются такими, чтобы при достаточной компактности всего устройства получить максимальное увеличение. Измерив расстояние между соответствующими точками изображений детали на экране, деталь убирают и на ее место устанавливают другую,
(218)
подлежащую сличению с первой. В случае расхождения в размерах между деталями расстояние между измеряемыми точками изображения на экране изменится на величину произведения разности в размерах деталей на линейное увеличение. В то же время расстояние между полученными точками изображений на экране, так как они проектируются самостоятельными объективами, не зависит от выбранного увеличения, а определяется положением объективов. Благодаря этому достигается то, что значительно увеличивается чувствительность прибора без сколько-нибудь заметного изменения номинальной величины измеряемого размера.
Если, например, требуется проверить ряд одинаковых деталей 4, имеющих в длину а 50лглг с допуском .001л,и. Деталь 4 освещается источником света 5. Объективы 7 и 2 устанавливаются против соответствующих точек детали, расстояние между которыми подлежит измерению. Измеряем расстояние между проекциями этих точек на экране 3. Если теперь первую деталь заменить второй, то ее длина а спроектируется на экране в виде изображения длиной Ь. Вычислив величину
Д6 1-&2 и зная увеличение т., как это видно
:
;ИЗ чертежа, можно определить отклонение размера второй детали
Д6
Да .Предположим, что линейное увеличение равно т 100.
Таким образом, вместо того, чтобы измерить величину а 50 мм инструментом, имеющим чувствительность в 0,001 мм, применение описанного метода требует измерения тех же 50 мм измерительным инструментом чувствительностью, равной лишь 0,1 мм.
Аналогичным образом могут быть произведены промеры между рисками либо выступами на деталях. Возможен также одновременный промер нескольких сопряженных размеров.
Предмет изобретения.
Устройство для измерения разностей линейных размеров, отличающееся применением двух независимых объектов / и 2, дающих на экране 3 изображения концов предмета 4, подвергагощегося браковке по линейным размерам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство и способ для обнаружения оптических дефектов деталей конструкционной оптики | 2021 |
|
RU2789204C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВОЛНИСТОСТИ ПОВЕРХНОСТИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВОЛНИСТОСТИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2020 |
|
RU2770133C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕЦЕНТРИРОВКИ ОПТИЧЕСКОЙ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2758928C1 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ЦЕНТРА И РАДИУСА ЦИЛИНДРИЧЕСКИХ УЧАСТКОВ ДЕТАЛЕЙ | 2014 |
|
RU2581384C1 |
| СПОСОБ КАЛИБРОВКИ ВИДЕОГРАММЕТРИЧЕСКИХ СИСТЕМ И КОНТРОЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2645432C1 |
| Способ определения положения сварного шва и устройство для его осуществления | 1981 |
|
SU1348109A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ИЗМЕРИТЕЛЬНОГО ПРИБОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2383862C1 |
| Устройство компенсации погрешностей обработки на металлорежущих станках | 1986 |
|
SU1706836A1 |
| Прибор для проверки расстояния от оси отверстия до базовой поверхности | 1944 |
|
SU68580A1 |

