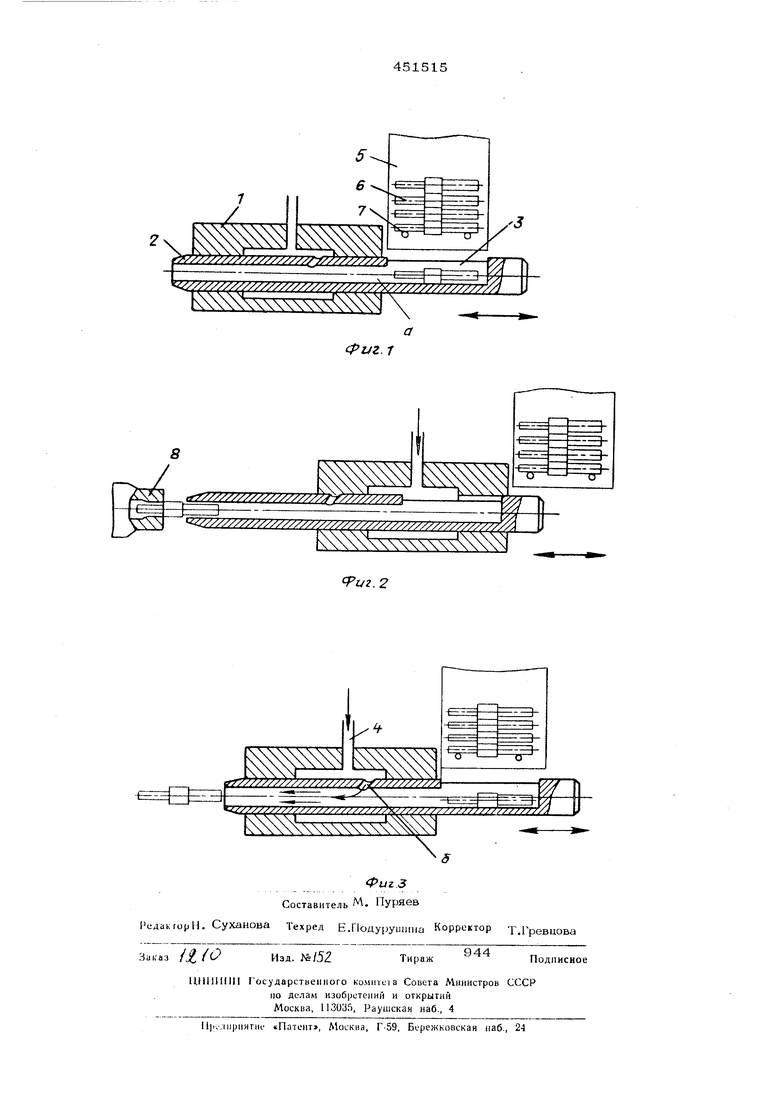
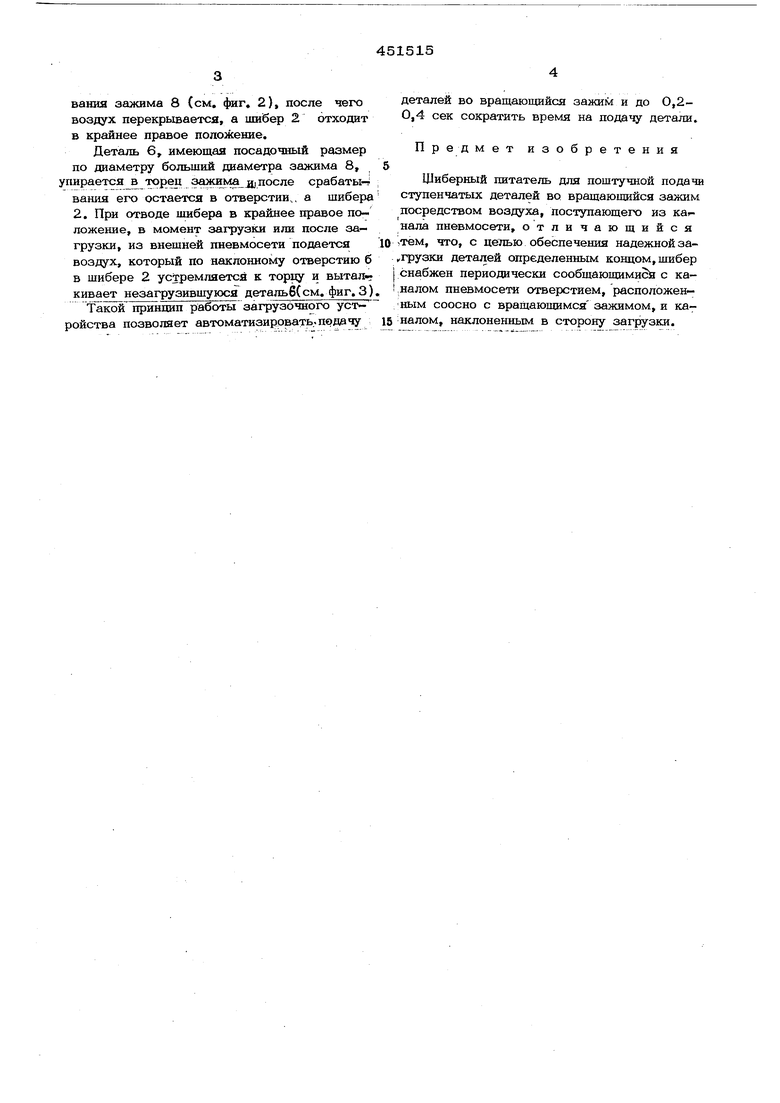
Изобретение относится к области станкостроения и может применяться для автоматической загрузки контактных пар штепсельных разъемов. Известно шиберное устройство для подачи листовых заготовок с поштучным отделением их посредством воздуха, поступающего из канала пневмосети. Однако такое устройство не обеспечивает загрузки ступенчатьрс цилиндрических деталей меньшим диаметром во вращающийся зажим. Предлагаемый щиберный питатель обеспечивает надежную загрузку деталей определенным концом за счет выполнения в шибере отверстия, соосно расположенного с вращающимся зажимом, и наклонного канала сообщающихся периодически с каналом пневмосети. На фиг. 1 показано предлагаемое устройство в разрезе, в момент загрузки дета ли в загрузочное окно щибера на фиг. 2 то же, в момент подачи детали в зажим) на i фиг. 3 - то же, в момент загрузки детали в загрузочное окно щибера и выгрузки незагрузившейся детали. Устройство состоит из корпуса 1, в котором установлен с возможностью возвратно-поступательного движения шибер 2, имеющий отверстие а, соединенное с загрузочгным окном 3 и наклонным отверстием б, связанным с внешней пневмосетью 4 через командоаппарат (на фиг., не показан), накопителя 5 с деталями 6, механизма 7 поштучной вьщачи и зажима 8. Устройство работает следующим образом. Шибер 2 с деталью 6 (см. фиг. 1) п&ремещается в крайнее левое положение. По команде командоапдарата из внешней пнев- мосети 4 в цолость корпуса 1 подается воздух, и деталь за счет разрежения увлекается по отверстию а шибера 2, а затем подхватывается воздухом и центрируется по оси отверстия а шибера. Ось отверстия а шибера и ось отверстия зажима 8 совпадают. Деталь 6, увлекаемая воздухом, входит в зажим 8 до упора торцом и удерживается в таком положении до срабаты-
вания зажима 8 (см. фиг, 2), после чего воздух перекрьшается, а шибер 2 отходит в крайнее правое положение.
Деталь б имеющая посадочный размер по диаметру больший диаметра зажима 8, 5 пирается торец зажима JJJ после срабатывания его остается в отверстии., а шибера 2. При отводе шибера в крайнее правое положение, в момент загрузки или после загрузки, из внешней пневмосети подается 10 воздух, который по наклонному отверстию б в шибере 2 устремляется к торцу и выталг j кивает незагрузившуюся деталь6( см. фиг. 3).
Такой принцип работы загрузочного уст- ойства позволяет автоматизировать, пода « 15
деталей во вращаюпшйся зажиКл и до О,20,4 сек сократить время на подачу детали.
Предмет изобретения
Щиберный питатель для поштучной подачи ступенчатых деталей во вращаюшийся зажим посредством воздуха, поступающего из кагнала пневмосети, отличаюшийся чТем, что, с цетью обеспечения надежной за,грузки деталей определенным концом, шибер снабжен периодически сообшающимисй с ка,налом пневмосетн отверстием, расположенным соосно с вращающимсязажимом, и каналом, наклоненным в сторону загрузки.
€
7////////77////j //7////////, )(/7/7/////////77.
v
cfuz. f
Риг.2 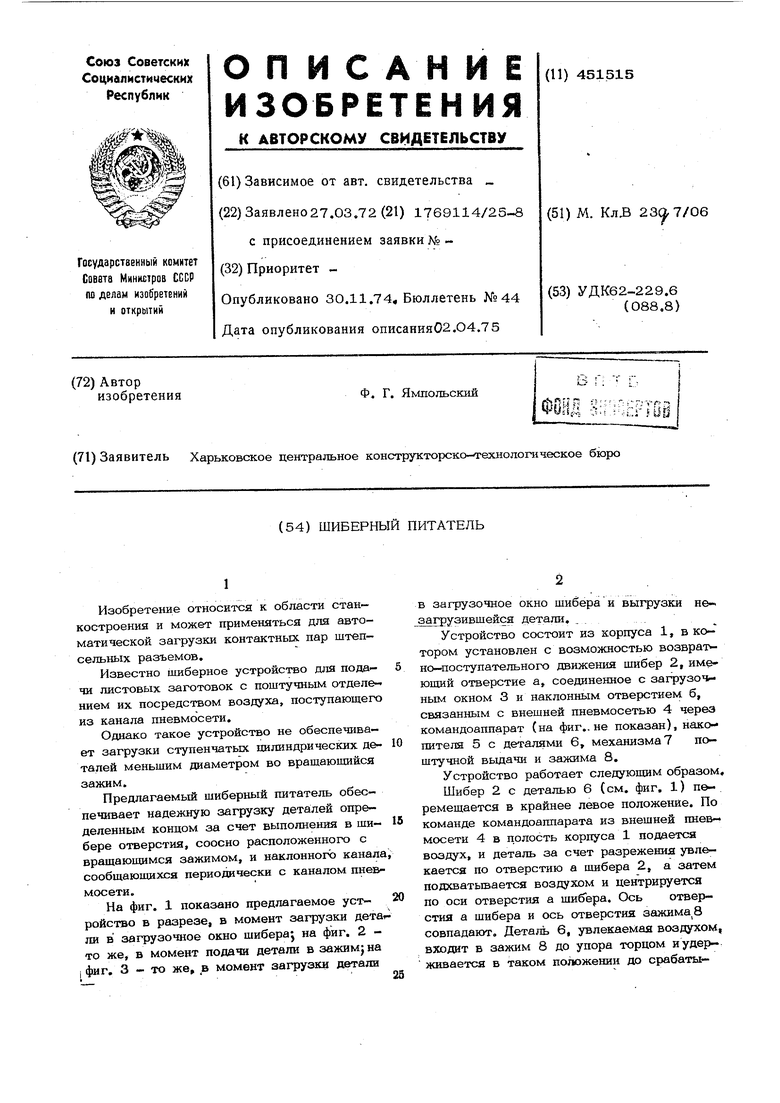
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для загрузки деталей | 1975 |
|
SU541641A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| Загрузочно-разгрузочное устройство | 1990 |
|
SU1815137A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Установка для очистки кольцевых деталей | 1986 |
|
SU1378942A1 |
| Устройство для деления деталей на потоки | 1981 |
|
SU1085757A1 |
| Загрузочное устройство | 1980 |
|
SU908572A1 |
| Загрузочное устройство | 1987 |
|
SU1445907A1 |
| Загрузочное устройство | 1981 |
|
SU1123836A2 |