1
Изобретение относится к автоматической саарке, например, к односторонней сварке с (}юрмированивм обратной стороны шва или к электрошлаковой сварке.
Известные прокладки и ползуны для фор- мирования обратной стороны шва имеют каяалы охлаждения.
Такие прокладки неудобны тем, что обра ауится мелкокристаллическая структура шва (из-аа замедленного охлаждения).
Предложено подкладку снабдить пластиной, выполненной из термостойкого и теплоизоляционного материала и установленной в зоне формирования обратной стороны шва, а качаны охлаждения разместить по обе стЬ- РОНЫ от пластины.
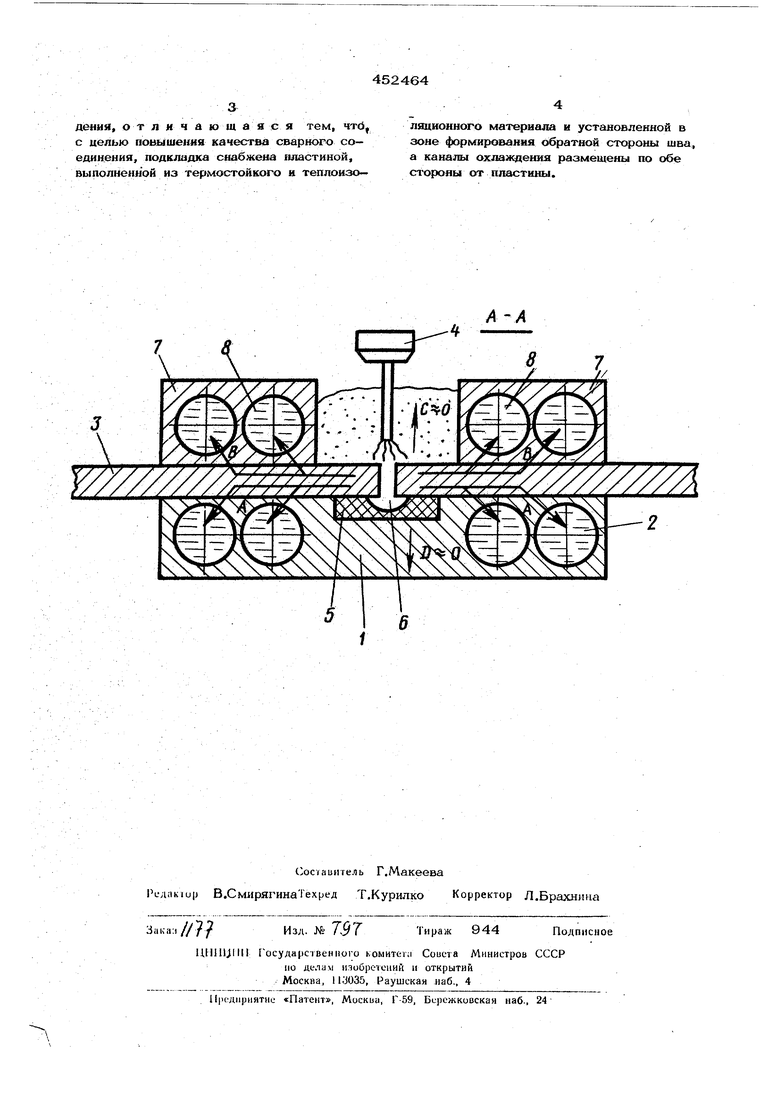
На чертеже представлена подкладка (пол зун) для формирования обратной стороны шва,
Подкладка (ползун) 1 имеет каналы охлаждения 2.
Нодкладку устанавливают под стык свариваемых элементов 3 и сваривают сварочной головкой 4.
2
I Подкладка снабжена пластиной 5, выполненной из термостойкого и термоизоляционного материала и установленной в зоне формирования обратной стороны шва между каналами охлаждения. Если с обратной стороны шва необходимо усиление, то в пласт)не делают формирующую канавку 6. Если необходимо ускорить застывание мателла шва, то со стороны головки 4 по обе стороны от нее устанавливают и прижимают к свариваемым элементам дополнительные подкладки (ползуны) 7 с каналами охлаждения 8.
Охлаждение ванны осуществляется главным образомтеплопотокамиА и В (если есть, ползуны 7), теилопотоки С и ) малы и почти одинаковы.
Создается строго симметричная картина охлаждения шва, что ведет к одинаковой структуре шва и его равнопрочности как сверху, так и сни.зу.
Л р е д м е т и з о б р е т е н и Я
Подкладка для формирования обратной стороны шва, имеющая каналы для охлаж-
дения, от л и ч а юш а я с я тем, чтб с целью повьгшения качества сварного соединения, подкладка снабжена пластиной, выполнЮнной из термостойкого н теплоизоляционного материала и установленной в зоне формирования обратной стороны шва, а каналы охлаждения размещены по обе стороны от пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны сварного шва | 1984 |
|
SU1136919A1 |
| Устройство для формирования обратной стороны шва | 1975 |
|
SU566704A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШВОВ ПРИ СВАРКЕ ПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2022748C1 |
| Устройство для формирования обратной стороны сварного шва | 1983 |
|
SU1123825A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для привода нагревательных прижимов к машинам для упаковки в пленку | 1977 |
|
SU707852A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ | 1990 |
|
RU2018428C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2009 |
|
RU2424092C2 |
| Способ подводной сварки с односторонним формированием шва | 1983 |
|
SU1140924A1 |
