1
Изобретение относится к сварочному производству и может быть использовано в сварочных автоматах, предназначенных для вертикальной сварки с принудительным формированием угловых швов тавровых соединений например, при приварке профильного набора в секциях корпуса судна.
Цель изобретения - повышение качества сварного шва путем повышения точности направления подачи сварочной проволоки.
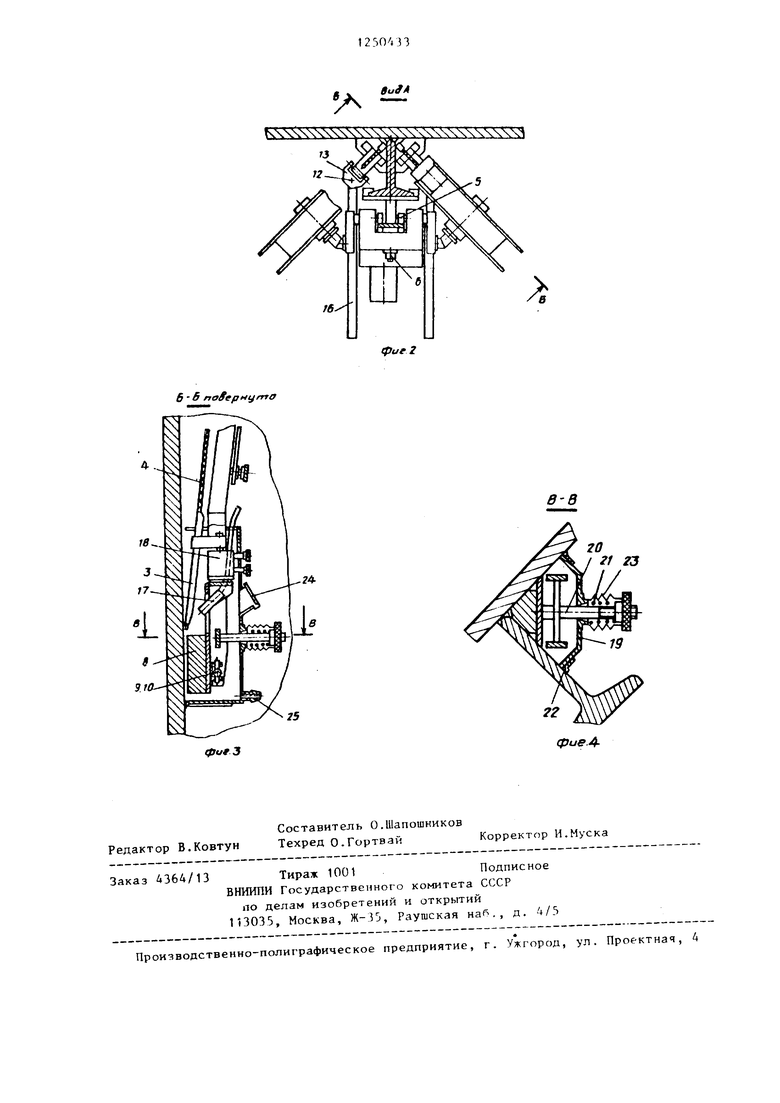
На фиг. 1 изображено устройство, обошй вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сучение В-В на фиг. 3 .
Устройство содержит самоходную тележку 1, механизмы подачи сварочной проволоки 2, две сварочные горелки 3, связанные гибким трактом подачи сварочной проволоки 4 с механизмами подачи 2. Тележка снабжена приводными роликами 5 и механизмами поджима 6, содержащими закрепленные на тележке 1 поджимные пружины, связанные с прижимными и фиксирующими роликами. Самоходная тележка 1 может быть установлена непосредстве но на г оловку привариваемого профил или на направляющую 7, закрепленную на профиле, формирующие ползуны 8 посредством двух шарниров 9 и 10 со взаимно перпендикулярными осями соединены с нажимными штангами 11, вып лненньи и в виде двуплечих рычагов, соединенных шарнирами 12 с обомами 13 и подпр тгиненных пружинами
14относительно последних. Обоймы 13 установлены посредством шарнира
15на выдвижных штоках 16. Сварочны горелки 3 с газовыми соплами 17 закреплены на механизмах корректироки 18, содержащих две взаимоперпендикулярные винтовые пары (не показаны) и установленных на Концах нажимных штанг 11. Зап нтные камеры 19 установлены шарнирно на пальцах
20,закрепленных на нажимных штангах 11, и подпружинены пружиной
21.По контуру камер смонтированы эластичные уплотнения 22. а проход пальца 20 через стенку камеры 19 закрыт герметизирующим сипьфоном 23 На камере выполнено смотровое окно 24 и штуцер 25. На тележке закреплены кассеты 26 для сварочной проволоки.
304312
Устройство работает следую1цим образом.
Самоходная тележка 1 устанавливается на направляющую 7 и с помощью
5 механизма поджима 6 создается необходимое тяговое усилие на приводных роликах 5, Формирующие ползуны 8 с помощью пружин 14 поджимаются в свариваемый угол таврового соеди10 нения.
Сварочная проволока с кассеты 26 с помощью механизмов подачи проволоки 2 по гибким трактам 4 подается через сварочные горелки 3 в раздел15 ку свариваемого шва. За счет закрепления сварочных горелок 3 и механизмов подачи 2 на противоположных концах штанг 11 тракт подачи проволоки 4 выполнен постоянной длины без
20 изгибов, что повышает точность направления проволоки.
Механизм корректировки 18 позво- пяет корректировать в процессе сварки точк : ввода сварочной проволоки
25 п раз; елке выполняемого шва. Защитный газ подается через сопла 17 горелок в зону сварки и через штуцер 25 в полость защитной камеры, создавая внутри нее избыточное давление
30 и препятствуя проникновению окружающего воздуха к сварочной ванне. С помощью пр тгины 21 камера поджимается по контуру к поверхностям свариваемых деталей и а счет ее шарнирJJ ного соединения к пальцу 20 имеет возможность покачиваться вокруг него, чем обеспечивается постоянство под- жатия камеры независимо от положения формирующего ползуна 8. Защитная ка-:
до мера герметизируется по контуру с помощью эластичных уплотнений 22, а проход сквозь стенку камеры пальца 20 в его шарнирном соединении уплотняется с помощью сильфона 23. Наблю j дение за процессом сварки осуществляется через светофильтр, установленный G смотровом окне 24.
50
Технико-экономическая эффективность от использования устройства заключается в повышении качества
сварных соединений и стабильности процесса сварки. Отсутствие дополнительных, перегибов тонкой сварочной проволоки на пути от механизма пода- чи до гокосъемного мундштука сварочной горелки обеспечивает большую точность направления сварочной проволоки в нужную точку разделки снариваемых кромок и, тем самым, повышает надежность их равномерного расплавления, снижает разбрызгивание электродного металла и увеличивает стойкость токоподводящих мундштуков.
12504334
Обеспечение надежной газовой защиты сварочной ванны повышает механическое свойство металла шва и снижает вероятность образования дефектов ти- 5 па пор, трещин и т.п.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для автоматической сварки угловых швов | 1982 |
|
SU1142248A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1967 |
|
SU201565A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1109278A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Трактор для дуговой сварки | 1975 |
|
SU745625A1 |

9uiA
i
б 6 noffpHtjmo
-.
75
фигЭ
5-5
20
Л ZJ
Редактор В.Ковтун
Составитель О.Шапошников
Техред о.Гортвай Корректор И.Муска
Заказ 4364/13 Тираж 1001Подписное
ВНИИПИ Государственного кo итeтa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/3
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
