1
Изобретение ОБИОСИТСЯ к области выСокочастотной сварки металлов, в частности труб, нолос и др.
Известны устройства для высокочастотной сварки труб, состоящие из кондбисатор1ной батареи, выскочастотного трансформатора и IKOHдуктора. Такие устройства не 1поз;воляют изменять -надравление контактных на-конеч1Ников относительно свариваемого изделия, что ограничивает применение устройства из-за иевозможиасти их переналадки.
Цель И13-обретения - создание устройства для высокочастотеой сварки, обеопечивающего изменение направления контактных наконеч.никаз :при изготовлении трямошав1иых и спиральношавных труб, а также для стыковой сварки труб. Это достигается тем, что соединение «онауктора 1C трамсформатором вынолнено :в ви|де жестко связанных с «нми двух пар полуфлаНЦев, в одной из которых выполнены сквозные дуговые прорези, а в другой - диаметрально 1противо полож1ные секторные высту|ПЫ. Высота выступов, над полуфланцами больше расстояния электрического пробоя для рабочего напряжения. Пары полуфланцев связаны меЖ|Ду собой болтами, лроходящИМи через дуговые прорези. Секторы повернуты на некоторый угол относительно зазора между нолуфланцаМи с тем, чтобы «меть .возможность поворачивать контактные 1наконеч1ники в пределах величины этого угла в обратную сторону от нулевого ноложе ння. Такая система позволяет осуществить поворот Кондуктора относительно неподвижного трансформатора на любой угол до максимального „.,,,к,. 180°-р, где р-угол прИ вершине сектора (20-40°)
Если в положении 0° осуществляется сварка прямошовных труб, то в положении 90° - стыковая, в промежуточных положениях-спиральиошовных труб.
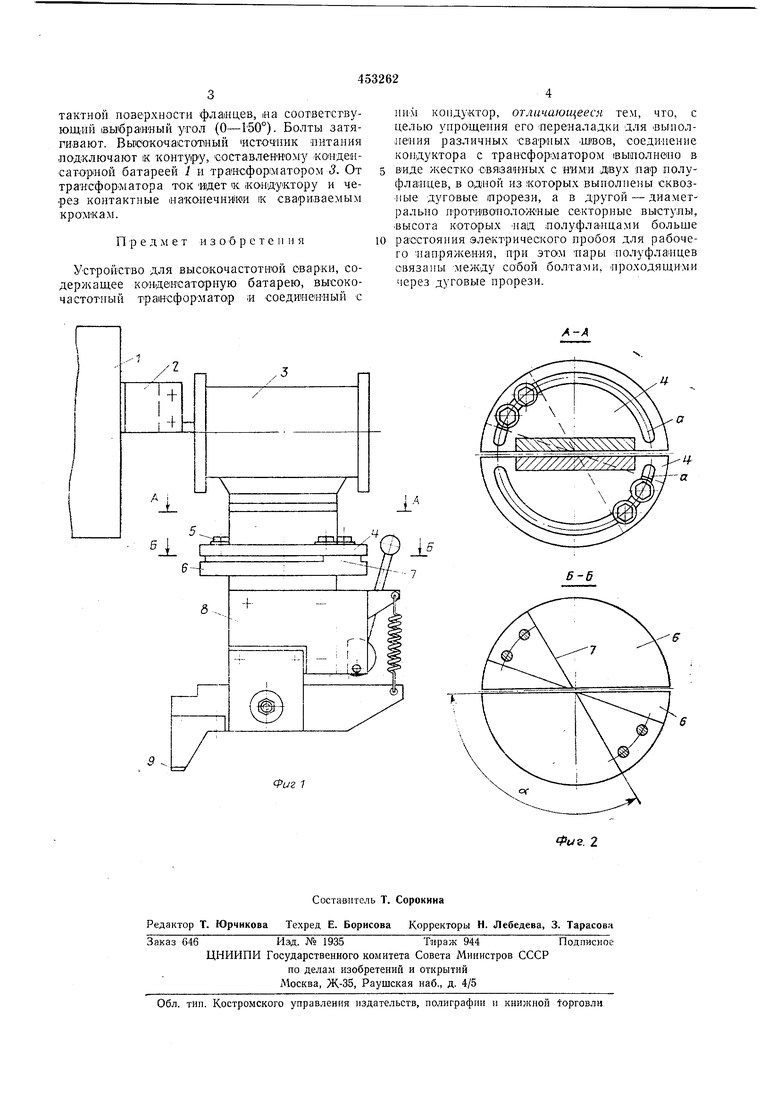
На фиг. 1 схематически изображено нредлагаемое устройство, общий вид; на фиг. 2 показаны разрезы до .4 - .4 и Б - 6 на фит. 1.
Конденсаторная батарея / устройства шинами 2 подключена к первичной обмотке высокочастотного трансформатора 3. к выводам вторичной .обмотки которого нрикрбплены полуфланцы 4 со сквозной нрорезью о по окружности. Посре.дством болтов 5 к полуфланцам 4 прикреплены два полуфланца 6, имеющие выступы 7 в форме секторов. Полуфланцы 6 прикренлены к соответствующи.м выводам кондуктора 8 с контактными наконечниками 9.
Перед началом работы в зависимости от выбранной технологии 1контактные наконечники ориентируют относительно свариваемых кромок. Для этого осла1бляют болты и кондуктор с контактными наконечниками поворачивают относительно оси, нерпендикулярной контактной поверхности фланцев, иа соответсгвуЮЩИЙ выбранный угол (О-150°). Болты затягивают. Высокочастопиый источник питания подключают к контуру, составленНОМу кондеясаториой батареей / и траисфор матором 3. От трансформатора ток идет к кондуктору и че.рез контактные «аконечнйюи к свариваемым кромкам.
Предмет и з о б р е т е
и я
Устройство для высокочастотной сварки, содержащее ко«деисаторную батарею, высокочастотный траисформатор и соединеиный с
ннм кондуктор, отличающееся тем, что, с целью упрощения его лере«аладки для .выполления различных швов, соединение кондуктора с трансфор матором (выполнено в
виде жестко связан-ных с двух пар полуфла1Н цев, в одной из которых вынолнены сквозные дуговые шрорези, а в другой - диаметрально нротивоположные секторные выступы, ысота которых -над полуфланцами больше
расстояния электрического пробоя для рабочего нанряжен-ия, при этом пары нолуфлаащев связаны между собой болтами, проходящими через дуговые прорези.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU271673A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1980 |
|
SU904941A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| Устройство для электрической точечной сварки короткими импульсами тока | 1931 |
|
SU47258A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU975283A1 |
| Способ высокочастотной сварки | 1982 |
|
SU1058741A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU946855A1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| ГОЛОВКА ДЛЯ РАДИОЧАСТОТНОЙ СВАРКИ ТРУБI ,•'..'^11-1 ' ' Ibl/.h-'.^-'-L../,,.Di'ioAp'lcKAПЖ- -i№ • г^ТГ^--'"'"'^-* т^дд-ддаьтшняе! | 1965 |
|
SU172930A1 |
V L5
fuz 1
6-5
