1
Изобретение относится к обработке металло;в давле-нием.
Известеи двухвалковый правильный калибр, содержащий верхний опорный и нижни наЖИ1МНОЙ вОГнутые шалки.
Для тювышенмя качества .правки в предлагаемом калибре па опорном валке выполнен расположенный па одииаковом расстоянии от его тарцЮВ вьгнуклый кольцевой поясок.
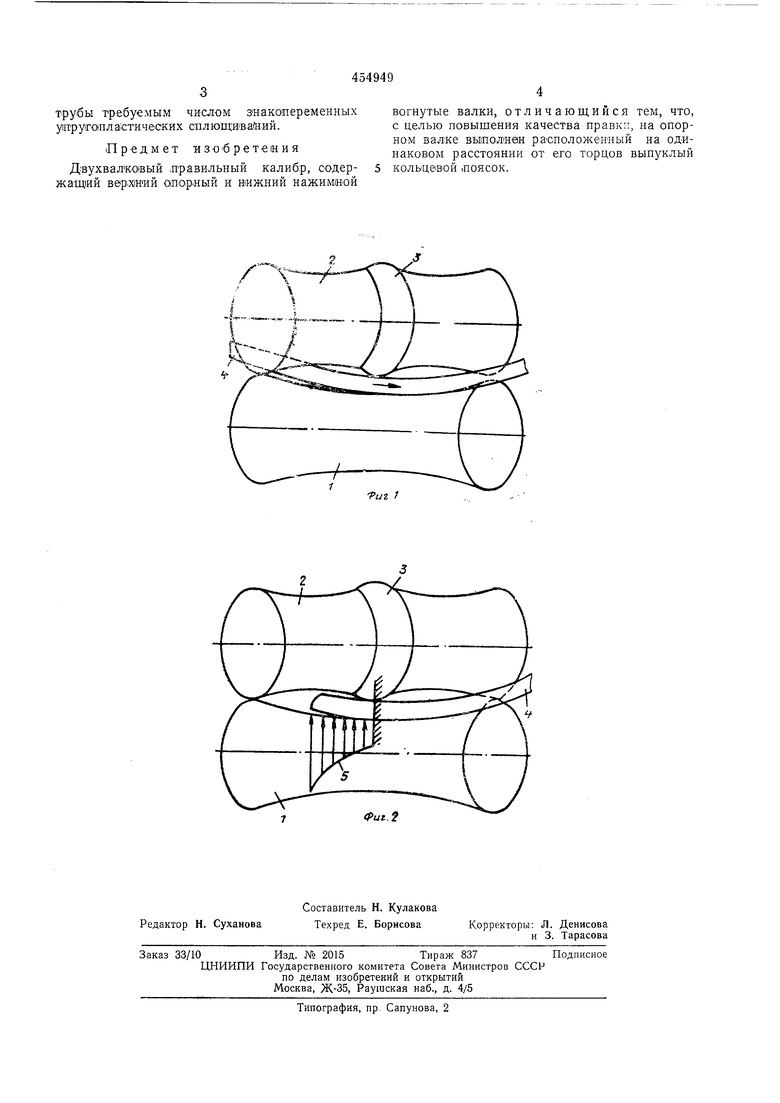
На фиг. 1 локазаН предлагаемый двухвалковый Калибр; на фиг. 2 - схема правки концево ро участка изделия.
Предлагаемый калибр образован нажимным 1 и опорным 2 вогнутымп валками. На последнем выполнен центральный выпуклый поясок 3, контактирующий с вьгпря.мляемым изделием 4.
ВеобходиМый для нра1БКи унругопластический изгиб обеспечивают за счет огибания изделием 4 выпуклого пояска 3 под воздействием нажи много валка. Ноджатием лажимным валком изделия 4 к выпуклому пояску онорного валка обвспеч1И1вают защемление изделия на участке его контакта с выпуклым пояско м. Участок изделия в зоне дефор|Мации испытывает напряжения, аналогичные напряжениям, действующим на жестко заделанную коисоль, нагруженную усилием по эпюре 5. При этом иятенсиеность изменения нагрузки ло зпюре 5 носит пиперболический характер
с изгибающим моментом, близким к чистому изпибу, .момент которого имеет постоянную ло дл1ине заготовки величину, что обеспечивает упругопластическую дефор1.мацию всех сечеНИИ концевого участка изделия до торца включительно.
При таком деформировании .криаизна и овальность устраняются по всей длине, включая концы. Одновременно улучшается жачество правки средней части пзделпя.
Для создания требуемого очага деформации нажимной .валок выполняют с вогнутостью достаточно малого радиуса, а опо.рный валок - с выпуклостью достаточно малого
радиуса. Торцевой участок олорного валка соединяют с выпуклым пояско.м валка 1 переходным волнуты.м участком переменного радиуса, выбранного таким образом, чтобы обеспечить прогиб выпрямляемого конца изделия в сочетании с удержанием изделия в правильном калибре.
Рабочий профиль вогнутого нажимного валка выбирают достаточ.но большой длины с тем, чтобы создать требуе.мое для качественной правки число знакопере.менных утгругонластических изгибов пере .мещаемого по винтовой линии (Вылрямляеморо изделия.
Рабочему профишю выпуклого пояска опорного валка придают длиеу, достаточную для
деформирования выпрямляемой с вращением
трубы требуемым числом знакопеременных уируготластических сплющиваний.
(Пр-едмет из-Обретения
Двухвалкощый .правильный калибр, содержащий вержний апоряый и нижний нажимной
вогнутые валки, отличающийся тем, что, с целью повышения качества правки, на опорном валке выеолиан расположе1ННый на одинаковом расстоянии от его торцов выпуклый кольцевой лоясок.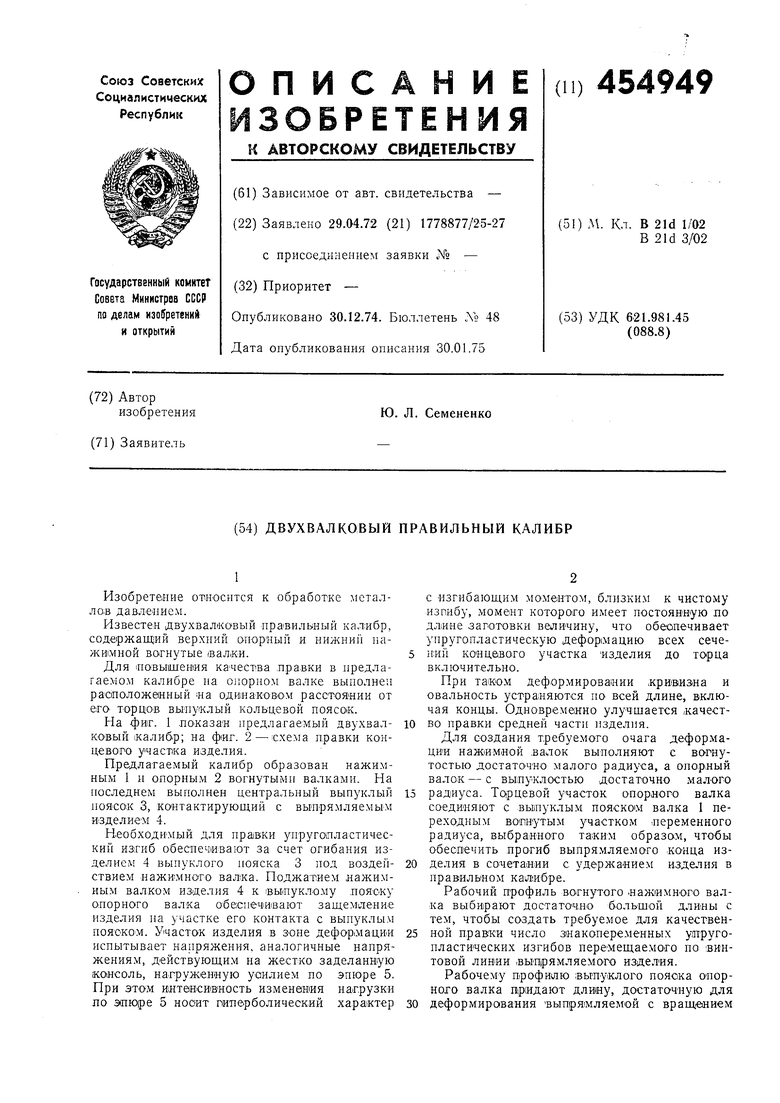
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТЕНТ С .-.ЛЕСКАЯбиблиотека МБАЮ. Л. Семененко | 1970 |
|
SU280198A1 |
| Двухвалковая обойма для правки цилиндрических заготовок | 1972 |
|
SU440029A1 |
| Обойма косовалковой правильной машины | 1990 |
|
SU1784338A1 |
| Устройство для правки труб | 1970 |
|
SU322026A1 |
| СПОСОБ ПРАВКИ КОРОТКОМЕРНЫХ ТРУБ | 2008 |
|
RU2374022C1 |
| Машина для правки круглого проката | 1970 |
|
SU325771A1 |
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНЫЙ КАЛИБР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011452C1 |
| УСТРОЙСТВО для ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU375115A1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
/
Риг
.t
