1
Изобретение относится к ко 1веиерпым лииии.м Д.ТЯ изготсвления строительны.х констрчлций из бетона и иолсбных ему материалог на заводах сборного железобетона.
11звес1;1а к()нве| |ерная для изгоTOii/ieiiHH железобетонных ст роите. нзде.iiiii ио авт. ев. Л1 362693, вклю-1а101иая ноет формования, где смонтнрозан иодье-мняк-енижатель, платформа которого выполнена с рельсо-выми путями для бетоноукладчика, и В11брогкто падка, верхпи| 1 и нижний конвейеры транснортпрования форм н М1 огоярусную к;;мер 1Хрмо()бработкн нзделиГ. но торнам коiopoii установ.тены иодье.мннк11-с}111жателн подачи н вв1Грузк11 фор.м.
Отсутствие на нзвестно; технологнческой лннин ноета отделки изделн| | после их те;)мообработки не иозволяет иовыеить етеиень зав()дскоГ| готовности из;,елнй, а недостаточное количество постов полготовки фор.м орраничиваег )дите.11 пость становкп.
Цель изобретения - иовыешь етепень .;а15одскоГ| готовности издели и производител)иоеть KOHBei ie) установки.
Достигается это те.м, что конве| |ерная установка вынолиена с эстакадо, на KOTopoii смонтирован донолнительный ко: вейер е ностом для отдел.кн изделии носле термообработки, а также с иостами |).тубки и иодгоговки (|)орм, пр11чем р, кон.че эстакады установлен подъем н и к-сиижатель.
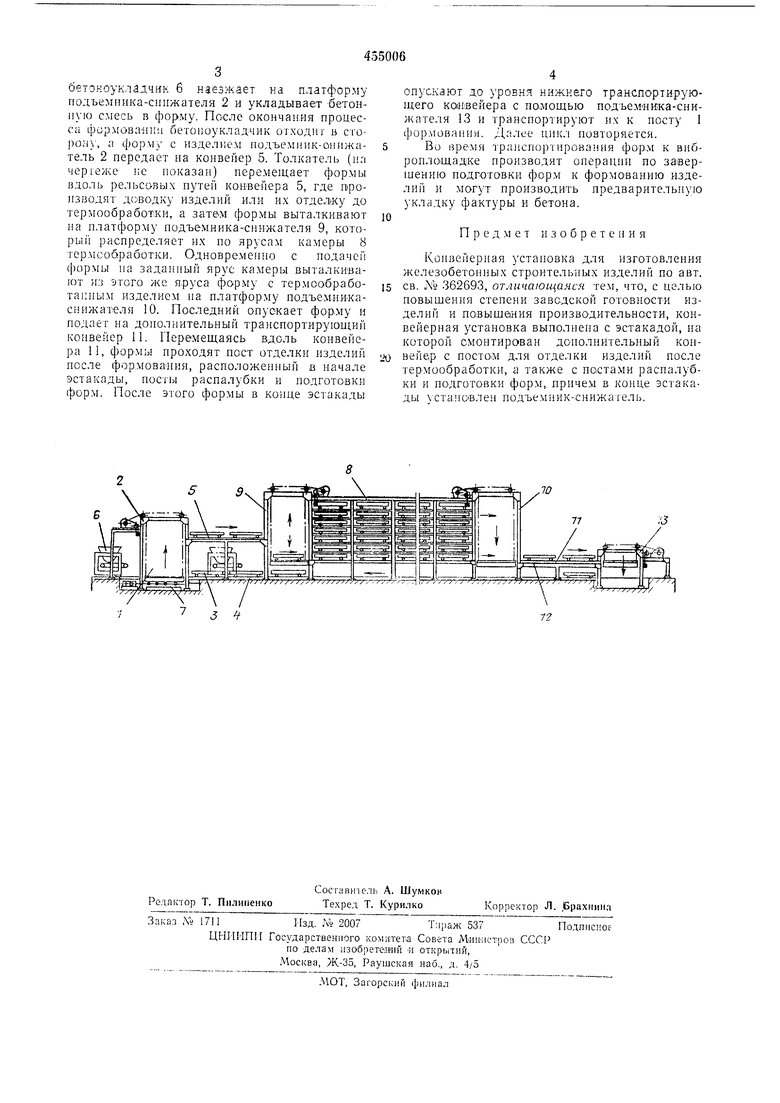
На чертеже схематично изображе1 а оииеываемая установка, вид сбоку.
На посту 1 формовапня смонтирован нодьемннк-снижатель 2, иринимаюиип фюрмы 3 с нижнего KOHBeiiepa 4 транспортирования ii иерелающий lix на верхннй транеиорт11 зую1ЦИЙ конвейер 5 после хкладки и уплотнения бетона на поету 1. Платформа под-ьемнпкаснижатетя 2 имеет рельсовые пути для беюиоукладчика 6, а ииже рельсовых путей на бетонно основании иола размещена виброплощадка 7. Па верхнем конвейере 5 ф)рмы с изделиями подают в .многоярусиую камеру 8
термообработки. Подт;емник-снижатель 9 распределяет формы по ярусам камеры 8. Пос.то термообработки изделия в формах поступают на платфо1Ш подТ)емпнка-снижателя 10. KCTopbiii передает их на доиолните.тьный
транснортируюпип KOH.Beiiep 11, размеи1енны| | на эстакаде 12. В конце эстакады смонтир,ван иодъемник-снижатель 13, который пер,дает формы е транснортируюп1его конвейера 11 на НИЖ1ПТЙ т 1анспортиру1ощий конвейер 4.
Работает описываемая конвейерная уста овка следчнощим образом.
Формы 3 по нижнему конвейеру 4 транспортируют на пост формования и с помои1ь;о платформы иодъе.мпика-сиижателя 2 оиускают по одной на виброплои1,адку 7. При этом
бетоноукладчик б наезжает на платформу подъемиика-снижателя 2 и укладывает бетонную смесь в форму. После окончания процесса формовании бетоноукладчик отходит в сторо;) а с изделием подъемиик-онижатель 2 передает на конвейер 5. Толкатель (на чертеже не ноказан) перемещает формы ндоль рельсовых путей конвейера 5, где производят доводку изделий или их отдел ку до термообработки, а затем формы выталкивают на платформу подъемника-снижателя 9, который распределяет их по ярусам камеры 8 термообработки. Одновременно с подачей формы на заданный ярус камеры выталкивают из этого же яруса форму с термообработапным изделием иа платформу подъем-никаснии ателя 10. Последний опускает фор.му и подает на дополнительный транспортирующий конвейер 11. Перемещаясь вдоль конвейера 11, формы проходят пост отделки изделий после фо:рмовач1ия, расположенный в начале эстакады, посты распалубки и подготовки форм. После этого формы в конце эстакады
опускают до уровня нижнего транспортируюnj;ero конвейера с помощью подъемНИ1ка-снижателя 13 и транспортируют их к посту 1 формовании. Далее пикл повторяется.
Во время транспортирования фор.м к виброплощадке производят операция по saiBepшению подготовки форм к формованию изделий и могут производить предварительную укладку фактуры и бетона.
П р е д мет изобретения
Коииейерная установка для изготовления железобетонных строительных изделий по авт. св. Хг 362693, отличающаяся тем, что, с целью повышения степени заводской готовности изделий и по;выщания производительности, конвейерная установка выполнена с эстакадой, на которой смонтирован дополнительный конвейер с nocTOiM для отделки изделий после термообработки, а также с постами распалубки и подготовки форм, причем в конце эстакады устаювлен подъемник-снижатель.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU362693A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU393095A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU475273A2 |
