Изобретение относится к конвейерным линиям для изготовления жепезобетон- ных изделий, в частности панелей перекрытий, внутренних и наружных стен жилых и промышленных зданий.
Цель изобретения - повышение производительности, снижение металлоемкости и энергоемкости.
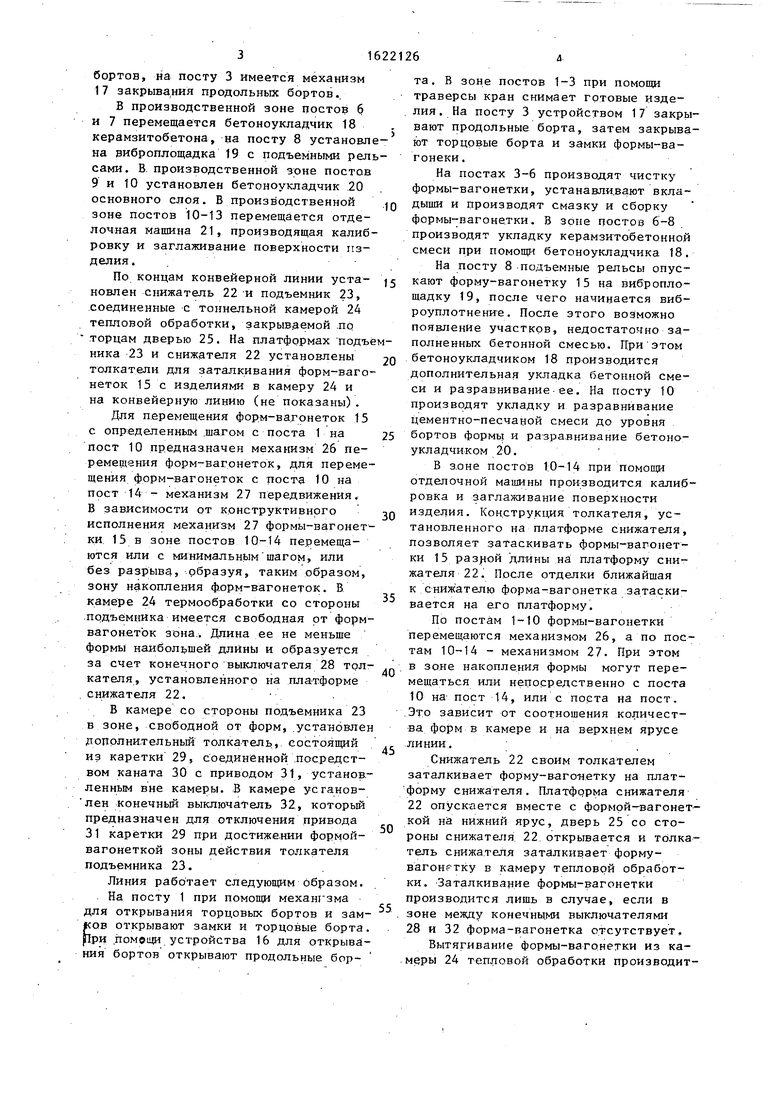
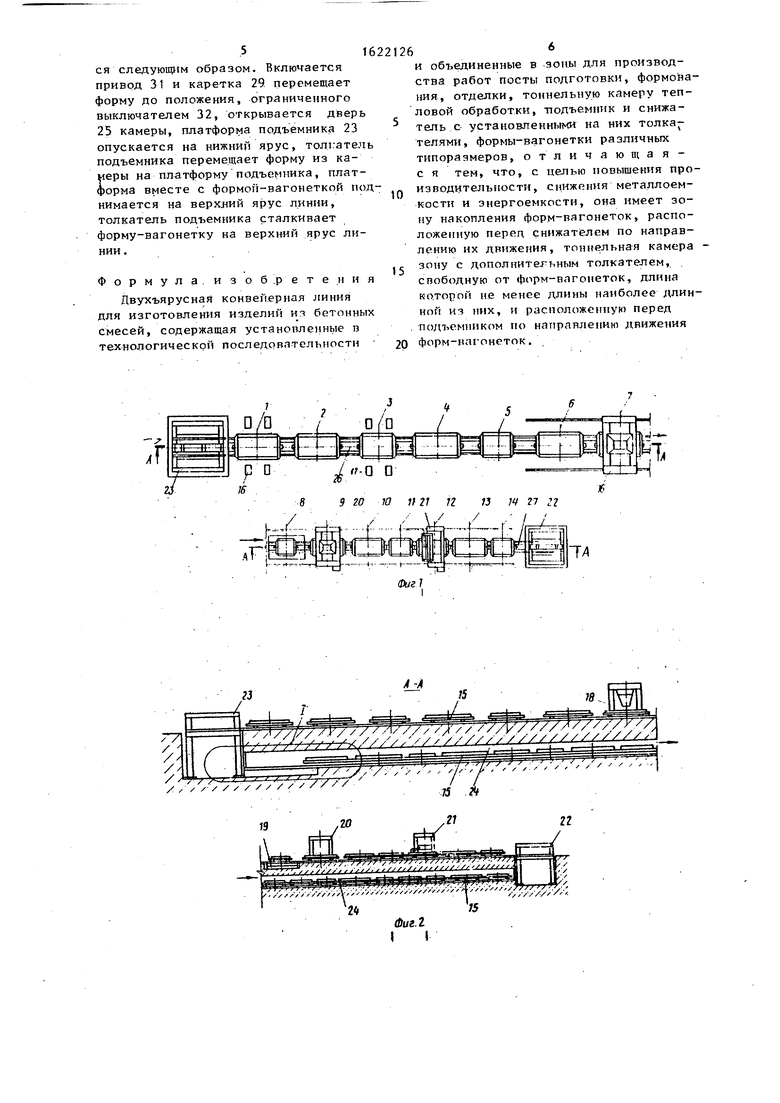
На фиг. 1 представлена схема конвейерной линии для изготовления железобетонных изделий; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2.
Конвейерная линия содержит посты 1-14, объединенные в зоны производства работ. От поста к посту перемещаются формы-вагонетки 15. В зоне постов 1 и 2 производят распалубку и чистку форм-вагонеток, в зоне постов 3-6 - сборку форм-вагонеток, смазку, уклад- Ку арматуры, закладных деталей и др.
В зоне постов 8 производят укладку подстилающего слоя, виброформование, на постах 9 и 10 - укладку основного слоя, на постах 11-13 - отделку поверхности. На посту 1 установлен механизм для открывания торцовых бортов и замков (не показан) и устройство 16 для открывания продольных
0
ю to
ГС
о
бортов, на посту 3 имеется механизм 17 закрывания продольных бортов.
В производственной зоне постов 6 и 7 перемещается бетоноукладчик 18 керамзитобетона, на посту 8 установлена виброплощадка 19 с подъемными рельсами. В производственной зоне постов 9 и 10 установлен бетоноукладчик 20
ОСНОВНОГО СЛОЯ. В ПрОИЗВОДСТВеННОЙ
зоне постов 10-13 перемещается отделочная машина 21, производящая калибровку и заглаживание поверхности изделия.
По концам конвейерной линии уста- новлен снижатель 22 и подъемник 23, соединенные с тоннельной камерой 24 тепловой обработки, закрываемой по торцам дверью 25. На платформах подъеника 23 и снижателя 22 установлены толкатели для заталкивания форм-вагонеток 15 с изделиями в камеру 24 и на конвейерную линию (не показаны).
Для перемещения форм-вагонеток 15 с определенным шагом с поста 1 на пост 10 предназначен механизм 26 перемещения форм-вагонеток, для перемещения форм-вагонеток с поста 10 на пост 14 - механизм 27 передвижения. В зависимости от конструктивного исполнения механизм 27 формы-вагонетки 15 в зоне постов 10-14 перемещаются или с минимальным шагом, или без разрыва, образуя, таким образом, зону накопления форм-вагонеток. В камере 24 термообработки со стороны подъемника имеется свободная от форм- вагонеток зона. Длина ее не меньше формы наибольшей длины и образуется за счет конечного выключателя 28 толкателя, установленного на платформе снижателя 22.
В камере со стороны подъемника 23 в зоне, свободной от форм, установлен дополнительный толкатель, состоящий из каретки 29, соединенной посредством каната 30 с приводом 31, установленным вне камеры. В камере усганов- лен конечный выключатель 32, который предназначен для отключения привода 31 каретки 29 при достижении формой- вагонеткой зоны действия толкателя подъемника 23.
Линия работает следующим образом.
На посту 1 при помощи механгзма для открывания торцовых бортов и зам ков открывают замки и торцовые борта, рри пом01ци устройства 16 для открывания бортов открывают продольные бор
,-
JQ
jм2025о, 40
45
50
55
та. В зоне постов 1-3 при помощи траверсы кран снимает готовые изделия. На посту 3 устройством 17 закрывают продольные борта, затем закрывают торцовые борта и замки формы-ва- гонеки.
На постах 3-6 производят чистку формы-вагонетки, устанавливают вкладыши и производят смазку и сборку формы-вагонетки. В зоне постов 6-8 производят укладку керамзитобетонной смеси при помощи бетоноукладчика 18.
На посту 8 подъемные рельсы опускают форму-вагонетку 15 на виброплощадку 19, после чего начинается виброуплотнение. После этого возможно появление участков, недостаточно заполненных бетонной смесью. При этом бетоноукладчиком 18 производится дополнительная укладка бетонной смеси и разравнивание ее. На посту 10 производят укладку и разравнивание цементно-песчаной смеси до уровня бортов формы и разравнивание бетоноукладчиком 20.
В зоне постов 10-14 при помощи отделочной машины производится калибровка и заглаживание поверхности изделия. Конструкция толкателя, установленного на платформе снижателя, позволяет затаскивать формы-вагонетки 15 разной длины на платформу снижателя 22. После отделки ближайшая к снижателю форма-вагонетка затаскивается на его платформу.
По постам 1-10 формы-вагонетки перемещаются механизмом 26, а по постам 10-14 - механизмом 27. При этом в зоне накопления формы могут перемещаться или непосредственно с поста 10 на пост 14, или с поста на пост. Это зависит от соотношения количества форм в камере и на верхнем ярусе линии,
Снижатель 22 своим толкателем заталкивает форму-ваго-нетку на платформу снижателя. Платформа снижателя 22 опускается вместе с формой-вагонеткой на нижний ярус, дверь 25 со стороны снижателя 22 открывается и толкатель снижателя заталкивает форму- вагон тку в камеру тепловой обработки. Заталкивание формы-вагонетки производится лишь в случае, если в зоне между конечными выключателями 28 и 32 форма-вагонетка отсутствует,
Вытягивание формы-вагонетки из камеры 24 тепловой обработки производится следующим образом. Включается привод 31 и каретка 29 перемещает форму до положения, ограниченного выключателем 32, открывается дверь 25 камеры, платформа подъемника 23 опускается на нижний ярус, толкатель подъемника перемещает форму из камеры на платформу подъемника, плат- Форма вместе с формой-вагонеткой поднимается на верхлий ярус линии, толкатель подъемника сталкивает форму-вагонетку на верхний ярус линии.
Формула изобретения
Двухъярусная конвейерная линия для изготовления изделий ит бетонных смесей, содержащая установленные в технологической последовательности
16
1622126
и объединенные в зоны для производства работ посты подготовки, формования, отделки, тоннельную камеру тепловой обработки, -подъемник и снижа- тель с установленными на них толкателями, формы-вагонетки различных типоразмеров, отличаю щая- с я тем, что, с целью повышения производителыюстн, снижения металлоемкости и энергоемкости, она имеет зону накопления форм-вягонеток, расположенную перед сннжателем по направлению их движения, тоннельная камера зону с дополнительным толкателем, свободную от форм-вагонеток, длина котором не менее длины наиболее длинной из них, и расположенную перед подъемником по направлению движения
Форм-пагонеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Двухъярусная конвентерная линия для изготовления железобетонных изделий | 1981 |
|
SU977173A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU393095A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU1278220A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Двухярусная конвеерная линия для изготовления железобетонных изделий в формах-вагонетках | 1978 |
|
SU1025514A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU475273A2 |
Изобретение относится к конвейерным линиям для изготовления железобетонных изделии. Цель изобретения - повышение производительности, снижение металлоемкости и -энергоемкости. Конвейерная линия содержит установленные в технологической последовательности и объединенные в зоны для производства работ посты подготовки, формования, отделки, тоннельную камеру 4 тепловой обработки, подъемник и снижатель 22 с установленными на них толкателями и формы-вагонетки различных типоразмеров. Перед сннжа- телем но направлению движения форм- вагонеток расположена зона накопления форм-вагонеток, а перед подъемником по направлению движения форм-вагонеток в тоннельной камере расположена тона с дополнительным толкателем, свободная от форм-нпгонеток, длина которой не менее длины самой длинной из них. На платформах подъемника и снижлтелл установлены толкатели для заталкивания форм-вагонеток с изделиями в камеру 24 и на конвейерную линию. 3 ил. (/)
С
/
/ М „
/ , ////////// S / / / /
/ S//I// /Y/ //.,. .
У/уЛуУт-т /Х/х-х //////// , ////.
J//
Jf / / , / / / / /-J/ S Ь f S S S
a
S f- r f - f - r i ( f fj-r r r f Г r f SV-S-,- -fr f r JL, / f
f f S / f / if S S / S / S SSSr/SSS/ / S /S /SSS S/S S s / S s SS/ r/ S/ГТ Г7 Г t
,//// /
24
Лиг 2 I i
Л-А
15
/Х/х-х //////// , ////.
Jf / / , / / / / /-J/ S Ь f S S S S f S
175,2
22
/
a
JL,
/ГТ Г7 Г
,//// /
ss/S/SS/
t r aaabasaai -исдшиАшш шшшш LJIV гЧ I / /
гР 7У// ////, // ///Л // /// .. / // / /
j s//// ///////// //Л ////// X/// //// / Я{30Х29
гч
28 15
| Конвейерная линия для формования железобетонных изделий | 1985 |
|
SU1324850A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
