1
Изобретение относится к листовой штамповке жидкостными или газообразными средами.
Известен способ штамповки с давлением и противодавлением рабочей среды (жидкостной или газообразной) листовых заготовок, прижатых по фланцу жестким прижимом.
Недостатками известного способа являются высокие силы трения прилчима, создаюшие большие растягиваюшие напряжения, что увеличивает утонение заготовки, и невозможность регулирования усилия прижима в процессе штамповки.
Целью изобретения является уменьшение утонения деталей. Это достигается тем, что заготовку прижимают к матрице путем воздействия на фланец рабочей среды с одновременным уменьшением давления с другой стороны фланца, соприкасающейся с матрицей, в которой предусмотрены вакуумируемые кольцевые канавки.
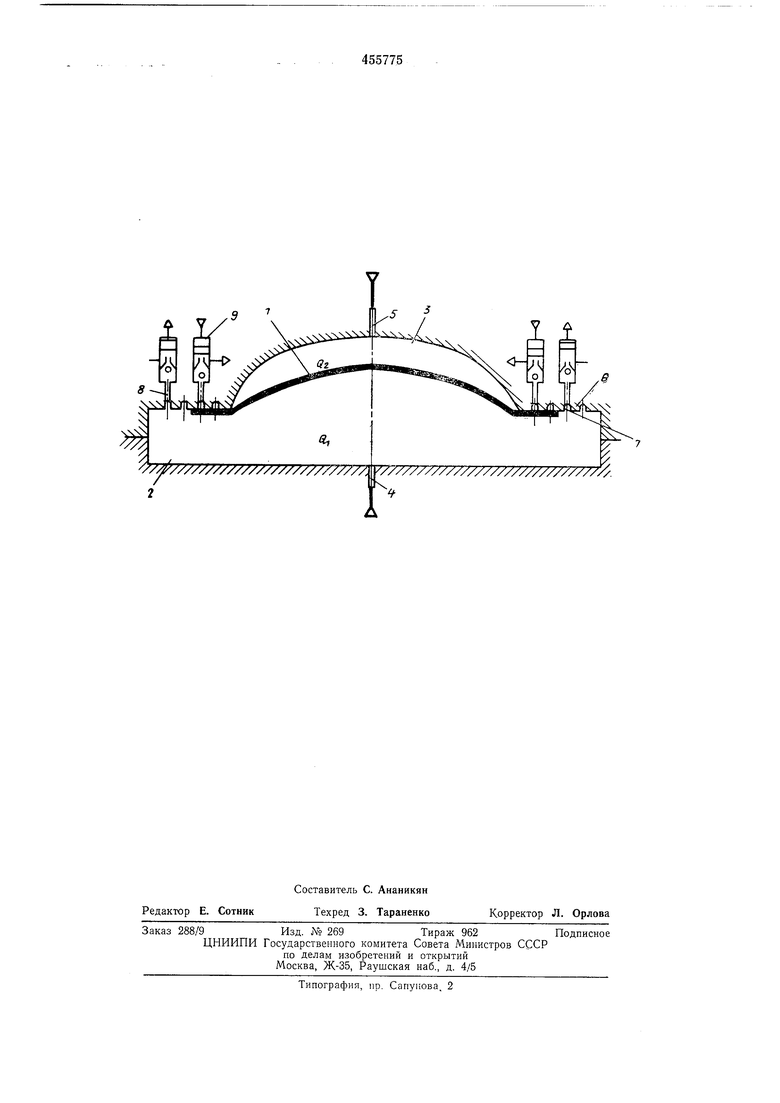
На чертеже изображено устройство, реализуюшее предлагаемый способ.
Устройство состоит из герметичной рабочей камеры, разделенной заготовкой 1 на полость 2 рабочего давления и полость 3 противодавления с каналами 4 и 5. На матрице 6 выполпены кольцевые канавки 7, сообш,ающиеся через каналы 8 и клапаны 9 с вакуумируюшим устройством или зоной понил«нного давления.
Способ заключается в следующем.
Через каналы 4 и 5 в полостях 2 п 3 создаются рабочие давления Qi и Qa, заготовка прижимается к матрице за счет разницы между этими давлениями. Изменение усилия прижима заготовки в процессе штамповки осуществляется изменением рабочего давления QI в полости 2 и противодавления Qo в полости 3. При перемещении фланца заготовки кольцевые канавки открываются, после чего перекрываются клапаны 9.
15
Предмет изобретения
Способ штамповки деталей из листа с противодавлением, при котором на заготовку, фланец которой предварительно прижимают
к матрице, воздействуют давлением жидкой или газообразной рабочей среды, отличающийся тем, что, с целью уменьшения утонепия деталей, заготовку прижимают к матрице путем воздействия на фланец рабочей среды с одновременным уменьшением давления с другой стороны фланца, соприкасающейся с матрицей, в которой выполнены вакуумируемые кольцевые канавки. /// ///////////////////////////. 1 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки деталей типа днищ | 1975 |
|
SU624685A1 |
| Штамп для вытяжки | 1990 |
|
SU1771850A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |
| Способ вытяжки деталей | 1989 |
|
SU1754282A1 |
| Способ гидромеханической вытяжки | 1986 |
|
SU1391772A1 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Способ гидромеханической вытяжки и устройство для гидромеханической вытяжки | 1986 |
|
SU1333448A1 |