1
Изобретение относится к снособам сварки илавящимся электродом и может быть дрименено в различных областях техники, особенно ири выполнении электрозакленочных соединений.
Известен сиособ сварки плавящимся электродом, при котором перед возбуждением основной дуги возбуждают инициируюш,ую дугу через устанавливаемые на конец электрода вспомогательные элементы .в виде различных пружин из того же материала. Известный icnoсоб iHe обеспечивает стабильного возбуждения основной дуги.
Цель предлагаемого изобретения - повышение стабильности возбуждения основной дуги и улучшение качества сварки.
Для этого под углом к основному .плавящемуся электроду устанавливают дополнительный плавящийся элеклрод, с которого возбуждают инициирующую дугу. Диаметр дополнительного плавящегося электрода меньше основного. После возбуждения инициирующей дуги подают основной электрод и возбуждают основную дугу, а инициирующую прерывают.
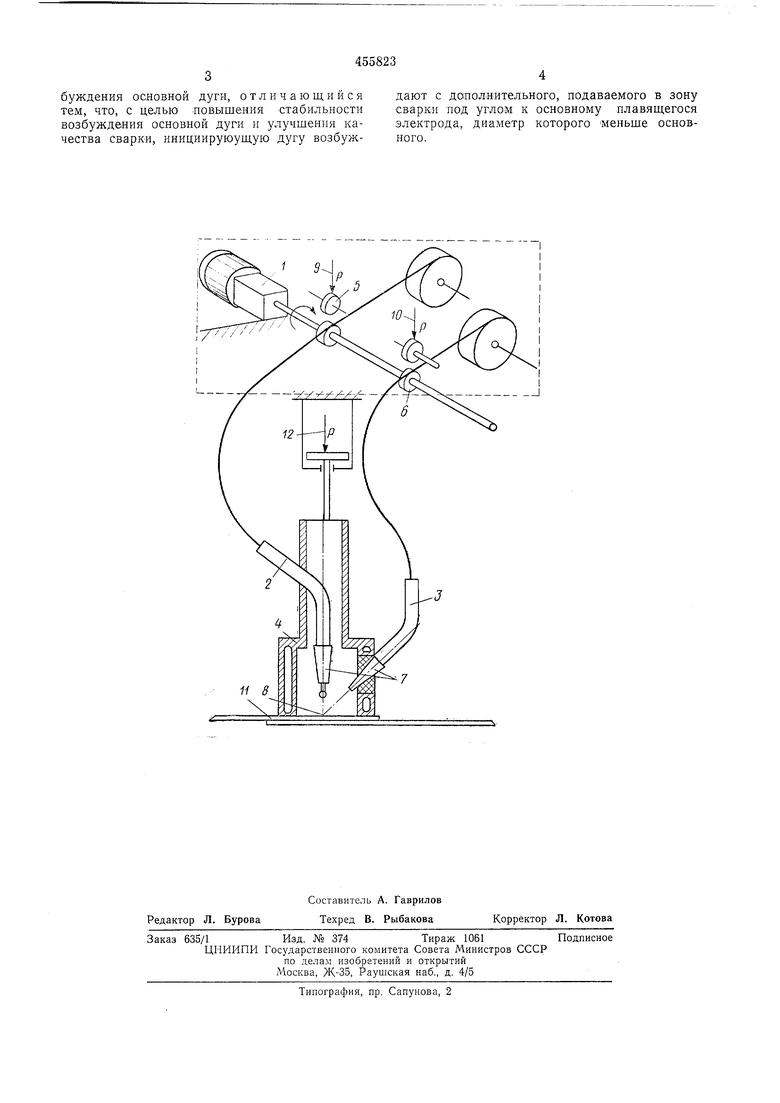
На чертеже изображено устройство, поясняющее предлагаемый сиособ.
Оно содержит подающий механизм 1, свечу 2, дополнительную свечу 3 для проволоки D 0,3-0,8 мм, опорный стакан 4, ролики 5 для подачи сварочной .проволоки D 1,6-
6 мм, ролики 6 для подачи тонкой проволоки D 0,3-0,8 мм, наконечники 7, место сварки 8, приводы для поджима роликов 9, 10, деталь 11, привод 12 для поджима оиорного стакана. Способ осуществляется следующим образом.
Сварочная головка опускается с помощью привода 12 и поджимает свариваемую деталь 11 в месте сварки 8 опорным стаканом 4, подающий механизм постоянно работает. Подается команда на привод поджатия 10 ролика 6 для подачи 1 |роволоки D 0,3-0,8, проволока лодается из своей кассеты по дополнительной свече 3. При соприкосновении детали 11 и
проволоки D 0,3-0,8 мм возбуждается дуга. Под опорным стаканом 4 образуется зона ионизации. С помощью индикатора наличия дуги иодается команда на подачу сварочной проволоки D 1,6-6 мм. После зажигания сварочной дуги Подача проволоки прекрап1ается. По истечении времени сварки :подача сварочной проволоки прекращается, происходит растяжка дуги до естественного обрыва. Затем цикл повторяется.
П р е д М е т и j о б р е т е и и я
Способ возбуждения дугп при сварке плавящимся электродом, при котором перед возбуждением основной дуги возбуждают инициирующую дугу, прерывающуюся после ъозбуждения основной дуги, отличающийся тем, что, с целью повышения Стабильности возбуждения основной дуги и улучшения качества сварки, инициируюуш,ую дугу возбуждают с дополнительного, подаваемого в зону сварки иод углом к основному плавяш;егося электрода, диаметр которого меньше основного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2016 |
|
RU2643010C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
SU1591320A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |
| Способ многодуговой сварки криволинейных замкнутых швов | 1990 |
|
SU1750885A1 |
