Изобретение касается приспособления к токарным, резьбофрезерным и резьбошлифовальным станкам для корректирования шага резьбы, дающего возможность компенсировать неточности ходового винта, для изделий, подвергающихся термической обработке, дающего возможность заранее учесть изменения шага резьбы, получающиеся при закалке, введением соответствующих коррективов до закалки.
В существующих для этой цели приспособлениях такое корректирование получалось за счет дополнительного перемещения, сообщаемого верхней части супорта от наклонной линейки или копира. Предлагаемое изобретение дает возможность сообщать ходовому винту дополнительное угловое перемещение посредством сообщения дополнительного углового перемещения друг относительно друга шестерен перебора. Величина этого перемещения может изменяться в зависимости от соотношения передаточных чисел шестеренных передач, которые вводятся между основными.
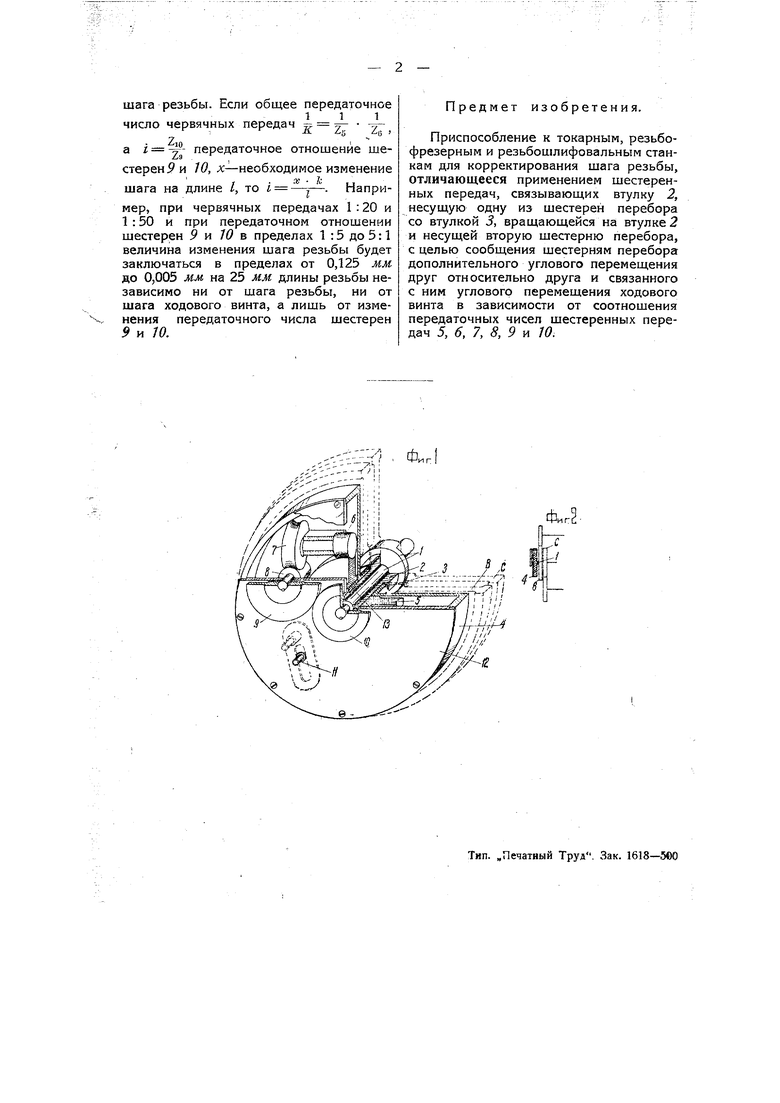
На чертеже фиг. 1 изображает перспективный вид приспособления, а фиг. 2-общий вид расположения приспособления на станке.
Предлагаемое приспособление выполнено в виде коробки #, (фиг. 1), которая вместе с заключенными в ней шестерен(267)
ными червячными передачами устанавливается при помощи пальца 7 на гитаре станка (фиг. 2). При этом сменная шестерня С устанавливается на втулку 2, свободно вращающуюся на пальце 7, а сменная шестерня В устанавливается на втулку 3 коробки 4, которая может вращаться вокруг втулки 2; на втулке 2 насажена и укреплена при помощи шпонки J3 червячная шестерня 5, сцепляющаяся с червяком 6, сидящим на одном валу с червячной шестерней 7, сцепляющейся в свою очередь с червяком 8. На валу червяка 5 и на конце пальца / устанавливаются небольшие сменные шестерни 9 и /О, сцепляющиеся между собой либо непосредственно, либо через промежуточную шестерню, устанавливаемую на штоке 7/ коробки 4. Коробка 4, заключающая весь передаточный механизм приспособления, закрывается крышкой 72 и может служить масляной ванной. Во время работы коробка 4 вращается вокруг пальца 7, причем шестерня 9 обкатывается вокруг неподвижной шестерни JO и приводит во вращение червячные передачи 7, 8, 5, 6, в результате чего сменная шестерня С получает по отношению к сменной шестерне В некоторое относительное вращение в зависимости от соотношения передаточного числа шестерен 9 и 10, что дает соответствующее увеличение или уменьшение
шага резьбы. Если общее передаточное
111 число червячных передач j тГ Y
Z
а i передаточное отношение шестерен 5 и W, X-необходимое изменение
If , 2
шага на длине /, то 1 -. Например, при червячных передачах 1 :20 и 1 :50 и при передаточном отношении шестерен Р и 7( в пределах 1 :5 до 5:1 величина изменения шага резьбы будет заключаться в пределах от 0,125 мм до 0,003 мм на 25 мм длины резьбы независимо ни от шага резьбы, ни от шага ходового винта, а лишь от изменения передаточного числа шестерен 9 и W.
Предмет изобретения.
Приспособление к токарным, резьбофрезерным и резьбошлифовальным станкам для корректирования шага резьбы, отличающееся применением шестеренных передач, связывающих втулку 2, несущую одну из шестерен перебора со втулкой 5, вращающейся на втулке 2 и несущей вторую шестерню перебора, с целью сообщения шестерням перебора дополнительного углового перемещения друг относительно друга и связанного с ним углового перемещения ходового винта в зависимости от соотношения передаточных чисел шестеренных передач 5, 6, 7, 8, 9 VI 10.