1
Изобретение касается станкостроения.
Известны устройства для автоматической смены инструмента .к металлорежущим станкам, содержащие два подвижных магазина с подвижными карепками, несущими инструменты, оси которых параллельны оси щпянделя.
(Описываемое устройство отличается от известных тем, что в нем магазины установлены на отдельных опорах по разные стороны от шпиндельной головки и снабжены автономными приводами, обеспечивающими поочередное взаимосвязанное перемещение обоих магазинов к щпинделю и обратно. Это позволяет упростить конструкцию станка, компактно разместить вне рабочей зоны необходимое чи-сло инструментов и сократить время цикла смены инструмента.
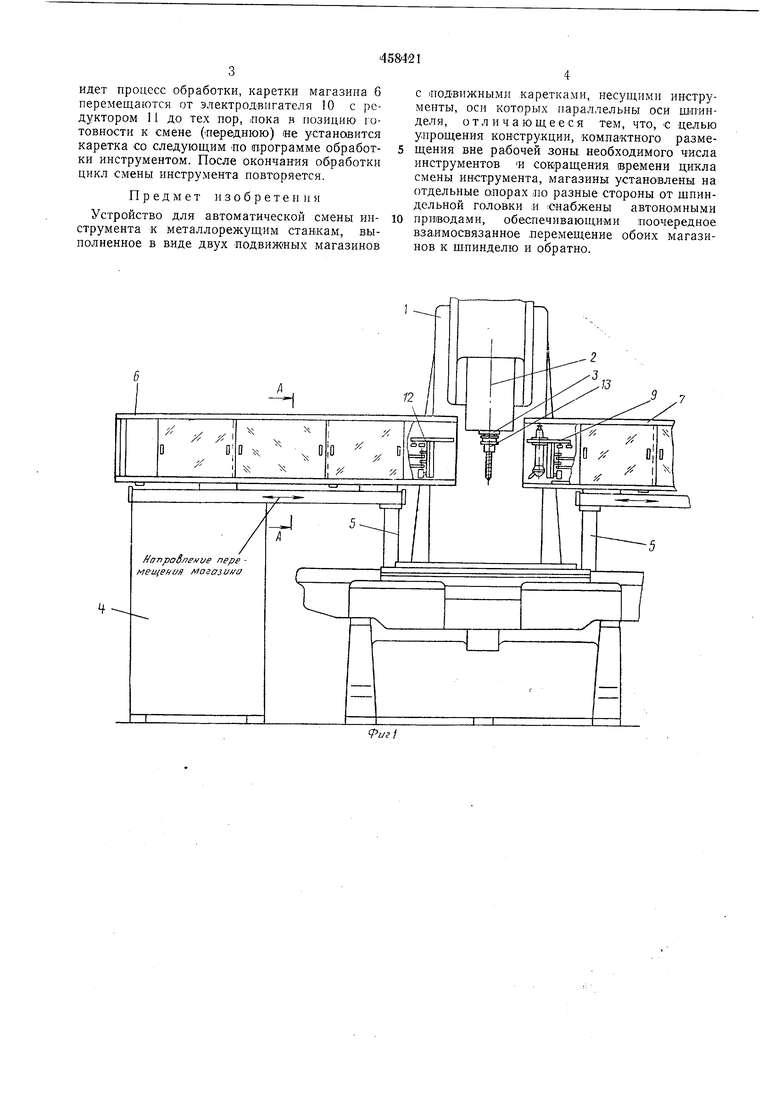
На фиг. 1 показано описываемое устройство, вид спереди; на фиг. 2 - вид «а устройство сверху; на фиг. 3 - разрез по А-А на фиг. 1.
На направляющих стойки 1 установлена импульсная головка 2 со щпинл лем 3. Справа и слева от нее на опорах 4 и 5 расположены инструментальные магазины 6 и 7, установленные на шариковых направляющих 8. Внутри магазинов размещены каретки 9, соединенные в бесконечную цепь. В левой части магазина бив правой части магазина 7 симметрично установлены приводы поступательного перемещения магазинов и кареток, состоящие из
электродвигателей 10 с редукторами 11. Каретки 9 снабжены вилками 12, в которых заложены инструменты 13. Роликами 14 и 15 каретки опираются на направляющие 16 и 17.
При подаче сигнала на смену инструмента импульсная головка 2 поднимается в крайнее верхнее положение, причем одновременно шпиндель 3 перемещается таким образом, что поясок оправки инструмента 13 оказывается
на одном уровне с вилкой 12 магазина 6, которая в этот момент свободна. Магазин 6 перемещается по направляющим 8 до упора, при этом вилка 12 захватывает инструмент 13. Одновременно подается команда на отжим
инструмента, и щпиндель 3 перемещается в крайнее верхнее положение, освобождая конус инструмента. После достижения щптшделем крайнего верхнего .положения происходит реверс магазина 6, по окончании которого магазин 7 перемещается в направлении к шпинделю, неся в вилке передней каретки 9 новый инструмент. После останова магазина 7 в крайнем левом положении подается команда на опускание Ш1пинделя 3, захват инструмента
щпинделем и его зажим. Затем магазин 7 отводится в исходную (правую) позицию. Следующий цикл смены инструмента начинается со стороны магазина 7, у которого теперь в позиции готовности к приему отработавшего
инструмента находится свободная вплка. Пока
идет процесс обработки, каретки магазина б перемещаются от электродвигателя 10 с редуктором 11 до тех пор, пока в позицию готовности к смене (переднюю) «е устанавится каретка €0 следующим по программе обработки инструментом. После окончания обработки цикл смены инструмента повторяется.
Предмет изобретения
Устройство для автоматической смены инструмента к металлорежущим станкам, выполненное в виде двух подвижных магазинов
с |цодвижным| каретками, несущими инструменты, оси которых гшраллельны оси шпинделя, отличающееся тем, что, с целью упрощения конструкции, компактного размещения вне рабочей зоны необходимого числа инструментов И сокращения времени цикла смены инструмента, магазины установлены на отдельные опорах по разные стороны от шпиндельной головки и снабжены автономными приводами, обеспечивающими поочередное взаимосвязанное перемещение обоих магазинов к шпинделю и обратно.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| Абразивный отрезной станок с автоматической сменой инструмента | 1983 |
|
SU1140932A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1038177A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| Координатно-сверлильный станок | 1981 |
|
SU1000218A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |


I I
//апроёление пере мещения могази а
