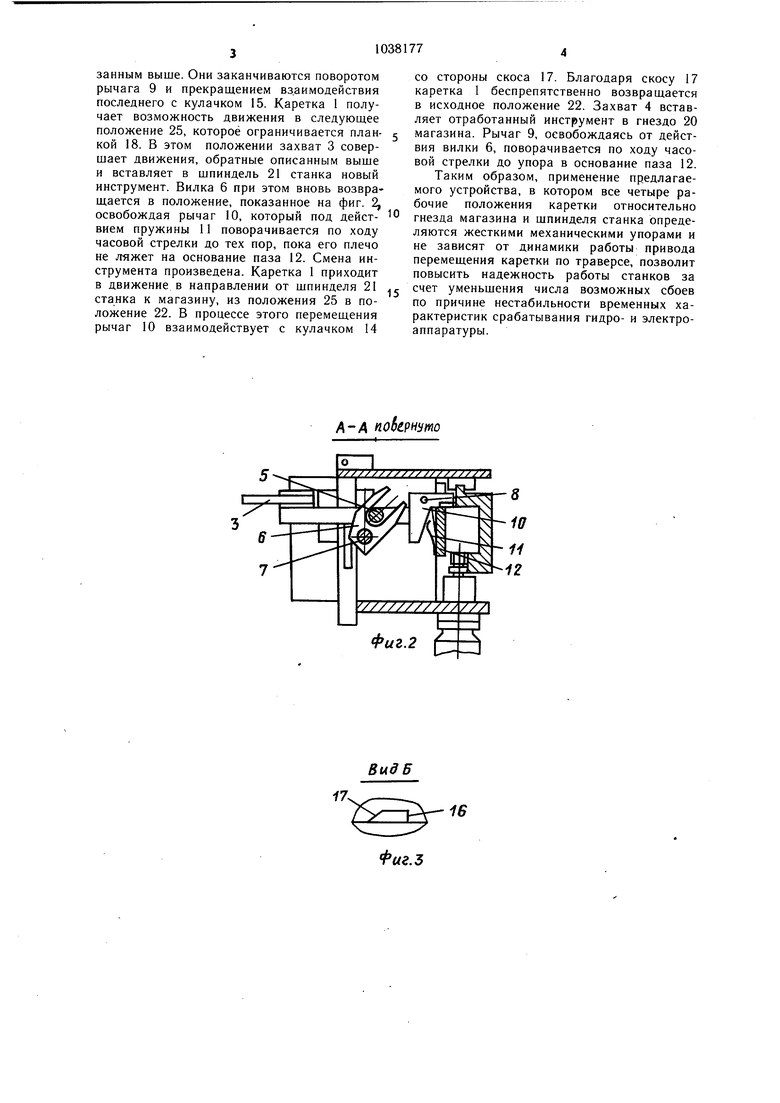
Изобретение относится к станкостроению, преимущественно к устройствам для автоматической смены инструмента на вертикальных металлорежущих станках с числовым программным управлением. Известно устройство для автоматической смены инструмента на металлорежущем станке, содержащее два одинаково ориентированных захвата и их приводные механизмы, например, в виде вилок, смонтированные на каретке, которая установлена с возможностью перемещения и фиксации на направляющих траверсы в четырех положениях в которых один из захватов расположен напротив гнезда магазина или щпинделя станка 1. Недостатком указанного устройства является низкая надежность его работы ввиду возможных отклонений положения каретки от точек смены по причине нестабильности временных характеристик срабатывания гидро- и электроаппаратуры. Цель изобретения - повыщение надежности работы устройства. Указанная цель достигается тем, что устройство для автоматической смены инструмента на металлорежущем станке, содержащее два одинаково ориентированных захвата и их приводные механизмы, например, в виде вилок, смонтированные на каретке, которая установлена с возможностью перемещения и фиксации на направляющих траверсы в четырех положениях, в которых один из захватов расположен напротив гнезда магазина или щпинделя станка, снабжено двумя планками, установленными на траверсе для фиксации каретки в крайних положениях, и двумя кулачками для фиксации каретки в двух промежуточных положениях, а каретка снабжена двумя подпружиненными двуплечими рычагами, установленными с возможностью поворота в плоскости, перпендикулярной направляющим траверсы, и взаимодействия одним плечом с кулачками, а другим - с вилкой приводного механизма. На фиг. 1 изображено устройство для автоматической смены инструмента, вид сверху; на фиг. 2 - разрез А-А на фиг. 1 (положение перед захватом очередного инструмента из магазина); на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез А-А на фиг. 1 (положение после захвата инструмента из магазина); на фиг. 5 - вид В на фиг. 4. Устройство состоит из каретки 1, имеющей возможность перемещения по горизонтальным направляющим траверсц 2. На каретке 1 смонтированы захваты 3 и 4, причем каждый из них снабжен цапфой 5, с которой взаимодействует вилка 6, жестко сидящая на валу 7 приводного механизма (не показан) захватов 3 и 4. На боковых стенках корпуса каретки 1 на осях 8 смонтированы двуплечие рычаги 9 и 10, которые пружиной 11 поджимаются к основанию паза 12 на крышке 13. Паз 12 удерживает рычаги 9 и 10 от горизонтальных смещений. На уровне плоскости основания паза 12 на траверсе 2 установлены два кулачка 14 и 15, торцы 16 которых служат в качестве упоров, а противоположные торцы имеют скос 17. Крайние положения каретки 1 с захватами 3 и 4 относительно траверсы 2 определяют планки 18 и 19. В этих положениях дальние по отнощению к планкам 18 и 19 захваты 3 и 4 расположены соответственно против гнезда 20 магазина инструментов и щпинделя 21 станка. Необходимые для реализации цикла смены инструментов положения каретки 1 обозначены на фиг. 1 позициями 22-25. В положении 23 каретки I, когда рычаг 10 взаимодействует с опорным торцом 16 кулачка 14, против гнезда 20 магазина инструментов располагается захват 3, а в положении 24 каретки 1, когда взаимодействует рычаг 9 и кулачок 15, против щпинделя 21 станка располагается захват 4. Устройство работает следующим образом, В исходном положении 22 каретки 1 захваты 3 и 4 свободны от инструмента и находятся в положении, показанном на фиг. 2. Рычаги 9 и 10 пружинами 11 прижаты к основанию пазов 12 на крыщках 13.Каретка 1 контактирует с планкой 19. По циклу работы, чтобы произвести захват очередного инструмента из магазина, каретка 1 должна сначала перейти в положение 23. Так как основание паза 12 расположено на одном уровне с кулачком 14, то при перемещении каретки 1 из положения 22 в положение 23 движение ее может продолжаться только до тех пор, пока рычаг 10 не дойдет до торца 16, что соответствует положению 23 каретки 1. Далее включается в работу приводной механизм захвата 3. Вилка 6 начинает вращаться против хода часовой стрелки, вызывая движение захвата 3 по траектории КЛМН, показанной на фиг. 4. Участку КЛ траектории соответствует захват инструмента, участку ЛМ - извлечение инструмента из гнезда 20 магазина, участку МН - отвод инструмента в сторону для обеспечения возможности прохождения каретки 1 без задевания за другие инструменты, находящиеся в магазине. На конечном этапе вилка 6 вступает во взаимодействие со вторым плечом рычага 10 и поворачивает его до полного прекращения взаимодействия с кулачком 14.Каретка 1 получает возможность двигаться в направлении к щпинделю 21 в положение 24. Момент останова каретки 1 в положении 24 определяется взаимодействием кулачка 15 с рычагом 9, С включением в работу приводного механизма захвата 4 происходят движения, аналогичные указанным выше. Они заканчиваются поворотом рычага 9 и прекращением взаимодействия последнего с кулачком 15. Каретка 1 получает возможность движения в следующее положение 25, которое ограничивается планкой 18. В этом положении захват 3 совершает движения, обратные описанным выше и вставляет в шпиндель 21 станка новый инструмент. Вилка 6 при этом вновь возвращается в положение, показанное на фиг. 2, освобождая рычаг 10, который под действием пружины 11 поворачивается по ходу часовой стрелки до тех пор, пока его плечо не ляжет на основание паза 12. Смена инструмента произведена. Каретка 1 приходит в движение в направлении от шпинделя 21 станка к магазину, из положения 25 в положение 22. В процессе этого перемещения рычаг 10 взаимодействует с кулачком 14
со стороны скоса 17. Благодаря скосу 17 каретка 1 беспрепятственно возвращается в исходное положение 22. Захват 4 вставляет отработанный инструмент в гнездо 20 магазина. Рычаг 9, освобождаясь от действия вилки 6, поворачивается по ходу часовой стрелки до упора в основание паза 12. Таким образом, применение предлагаемого устройства, в котором все четыре рабочие положения каретки относительно гнезда магазина и шпинделя станка определяются жесткими механическими упорами и не зависят от динамики работы привода перемещения каретки по траверсе, позволит повысить надежность работы станков за счет уменьшения числа возможных сбоев по причине нестабильности временных характеристик срабатывания гидро- и электроаппаратуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструментов на металлорежущем станке | 1980 |
|
SU942935A1 |
| Устройство для автоматической смены инструмента на металлорежущих станках | 1979 |
|
SU860992A1 |
| Устройство для автоматической смены инструмента | 1977 |
|
SU737191A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| МАГАЗИН ДЛЯ ИНСТРУМЕНТА К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ | 1972 |
|
SU340137A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Магазин сменных инструментов | 1981 |
|
SU1028466A2 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство для автоматической смены инструмента металлорежущего станка | 1985 |
|
SU1414548A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065133A1 |

УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ, содержащее два одинаково ориентированных захвата и их приводные механизмы, например, в виде вилок, смонтированные на каретке. которая установлена с возможностью перемещения и фикса 1ии на направляющих траверсы в четырех положениях, в которых один из захватов расположен напротив гнезда магазина или шпинделя станка, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено двумя планками, установленными на траверсе для фиксации каретки в крайних положениях, и двумя кулачками для фиксации каретки в двух промежуточных положениях, а каретка снабжена двумя подпружиненными двуплечими рычагами, установленными с возможностью поворота в плоскости, перпендикулярной направляющим траверсы, и взаимодействия одним плечом с кулачком, а другим - с вилкой приводного механиз ма. 00 00 
Л-д по(рнуто
16
М
Вид В
12 10 У
Фиг. 5
ff
Фuг.
/5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической смены инструмента на металлорежущих станках | 1979 |
|
SU860992A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
