(54) СПОСОБ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ГАЗОБЕТОННЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
тах, после чего в установленную наклонно форму заливают газобетонную смесь. На период вспучивания смеси форму закрывают крышкой, создавая замкнутый объем. При вспучивании смесь увеличивается в объеме, заполняя полностью объем формы и отодвигая (за счет сил внутреннего давления) подвижной торцовый борт, в котором зафиксированы концы арматурных стержней. Перемещение борта обеспечивает натяжение арматурных стержней.
По окончании вспучивания смеси форму без крышки подают на автоклавную обработку, извлекают вставные клинья и обрезают выпуски арматуры, освобождая изделие.
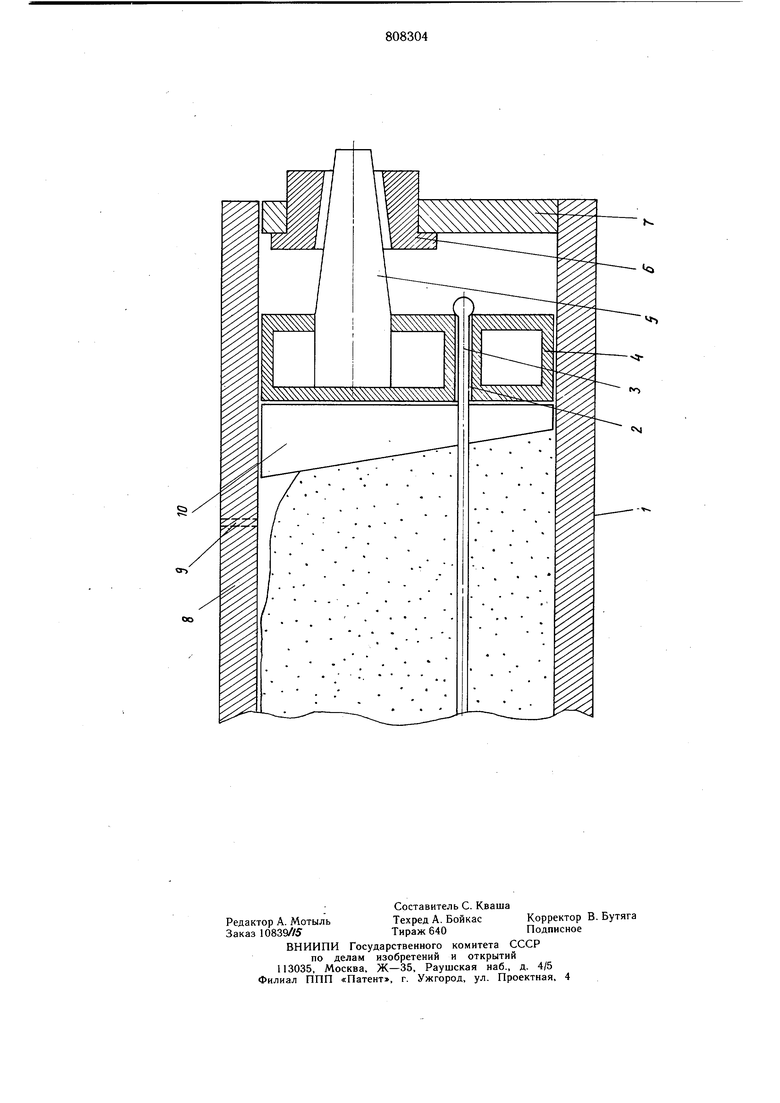
На чертеже изображено формовочное устройство.
Формовочное устройство выполнено в виде установленных на поддоне I продольных и торцовых бортов. Торцовые борта снаб-. жены приспособлениями 2 для фиксации арматурных стержней 3, при этом один из бортов 4 выполнен подвижным и оборудован направляющими в виде конусообразных фиксаторов 5, .входящих в направляющие патрубки 6 упоров 7, установленных на поддоне 1, Съемная крышка 8 формы снабжена запираемым газоотводным каналом 9. Клиновые вкладыши 10 служат для доступа к арматурным выпускам 3 при распалу бке изделий.
При формовании изделий газобетонная смесь, расширяясь при вспучивании в замкнутом объеме формы, за счет сил внутреннего давления перемещает торцовый борт 4, конусообразные фиксаторы 5 которого перемещаются внутри направляющих патрубков 6 до полного заклинивания. При автоклавной обработке крыщку 8 формы снимают, а после обработки вынимают из формы
клиновые вкладыши 10 и обрезают арматурные выпуски, после чего изделие извлекают из формы и отправляют на склад, а формовочное устройство готовят к следующему формованию.
Формула изобретения
1.Способ формования предварительно напряженных газобетонных элементов путем укладки в форму арматуры, заливки смеси, напряжения арматурных стержней, вспучивания смеси в замкнутом объеме формы, автоклавной обработки и распалубки, отличающийся тем, что, с целью упрощения технологий, натяжение арматурных стержней осуществляют во время вспучивания смеси за счет сил внутреннего давления смеси, возникающих в период ее вспучивания.
2.Устройство для осуществления способа по п. 1, включающее наклонный поддон, борта с приспособлениями для анкеровки арматурных стержней и съемную крышку с запираемым газоотводным каналом, отличающееся тем, что, форма снабжена дополнительным подвижным бортом с анкерами для напрягаемой арматуры и направляющими штангами, а один из основных бортов - соответствующими втулками, причем подвижный борт установлен внутри формы на расстоянии от этого борта, превышающем удлинение напрягаемой арматуры.
Источники информации, принятые во внимание при экспертизе
1.Патент Англии № 1203912, кл. В 28 Н 23/00, 1969.
2.Авторское свидетельство СССР № 366082, кл. В 28 В 21/84, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования пустот в формуемых строительных изделиях | 1981 |
|
SU984868A1 |
| Форма для изготовления железобетонных изделий с напряженной арматурой | 1981 |
|
SU967840A1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И КОЛОННА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2288839C1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1084141A1 |
| ЗДАНИЕ И СПОСОБ ВОЗВЕДЕНИЯ ЗДАНИЙ | 2005 |
|
RU2293822C1 |
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И РИГЕЛЬ, БАЛКА, КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2288840C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1106660A1 |
| Поддон для изготовления ригеля с термовкладышами каркаса сборно-монолитного здания | 2018 |
|
RU2682832C1 |