(54) СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1979 |
|
SU1022791A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Способ разведения ванны при электрошлаковой сварке на увеличенном вылете проволочного электрода | 1980 |
|
SU891287A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU659321A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
Способ относится к сварочному производству и может быть иопользован для увеличения лроизводительности процесса и улуч:шения качества сварного соединения три электрошлаковой сварке.
Известен способ электрошлаковой сварки, при котором перед подачей электрода IB шлаковую ванну осуш;ествляют его предварительный подогрев за счет увеличенного вылета.
Наибольшей эффективности от использования повышенного вылета электрода можно достичь только тогда, когда предварительный подогрев электродной проволоки (при ее подходе к шлаковой ванне) составляет 1250- 1350°С. Однако при таком высоком подогреве ферритная проволока, обычно применяемая при сварке углероди1Стых и низколегировансных сталей, проходя через воздушный промежуток между концом мундштука и inosepxiHoстью шлако1вой ванны, значительно ок1исляется, а окислы затем попадают в шлаковую и неметаллическую ванны, ухудшая качество металла шва.
С целью улучшения качества сварного соединения и увеличения производительности процесса сварки по предлагаемому способу подачу электрода в шлаковую .ванну на участке вылета осуше ствляют через термостойкую неэлектропроводную трубку, 1ниж1ний конец которой располагают под зеркалом шлаковой ванны.
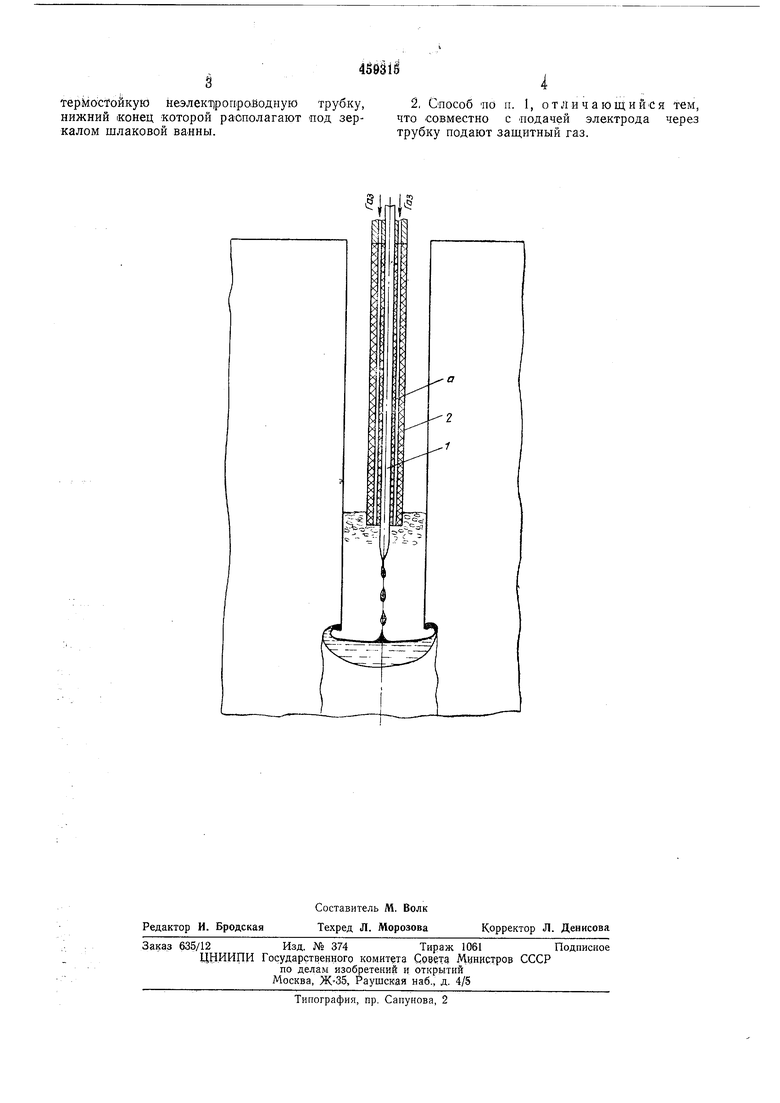
Предлагаемый способ поясняется чертежом.
Электродную проволоку 1, разогретую до высокой температуры за счет повышенного вылета, подают через термостойкую неэлектрапроводную трубку 2.
Для увеличения стойкости конца нaпpafвляющей трубки в шлаковой ванне по каналам а, выполне1Нньш в трубке, пропускают зашитный газ. В случае расположения торца трубки под шлаковой ванной по каналам подают га30 - флюсовую смесь. Мелкие частицы флюса, попадая яа нагретую до высокой температуры проволоку, плавятся и защишают дополнительно электрод от окисления, а также барботируют шлаковую ванну.
Предмет изобретения
ванну осуществляют его предварительный подогрев за счет увеличенного вылета, отличаю ш, и и с я тем, что с целью улучшения качест ва сварного соеди:не1ния п увеличения производительности, подачу электрода в шлаковую
ва-нну 1на участке вылета осуществляют через
термостойкую неэлекТ|рогграЁодную трубку, нижний конец которой располагают под зеркалом шлаковой ванны.
2, Способ ПО п. 1, отл ича ющийСя тем, что совместно с подачей электрода через трубку подают защитный газ.
2
.f
