1
Изобретение относится к области электротехники и может быть использовано в асинхронных электроприводах транспортных рольгангов.
Известен способ автоматической остановки асинхронного привода рольганга при помощи электронного регулятора интенсивности электрического торможения движущегося механизма, содержащего тахогенератор, электрический датчик веса механизма и две электронные лампы. Однако при этом нельзя определять сигнал, пропорциональный .изменению маховых масс транспортируемого проката в потоке стана без предварительной остановки, и регулировать тормозной путь.
По предлагаемому способу для уменьшения тормозного пути проката начинают торможение по сигналу, пропорциональному изменению маховых масс п скорости движения проката.
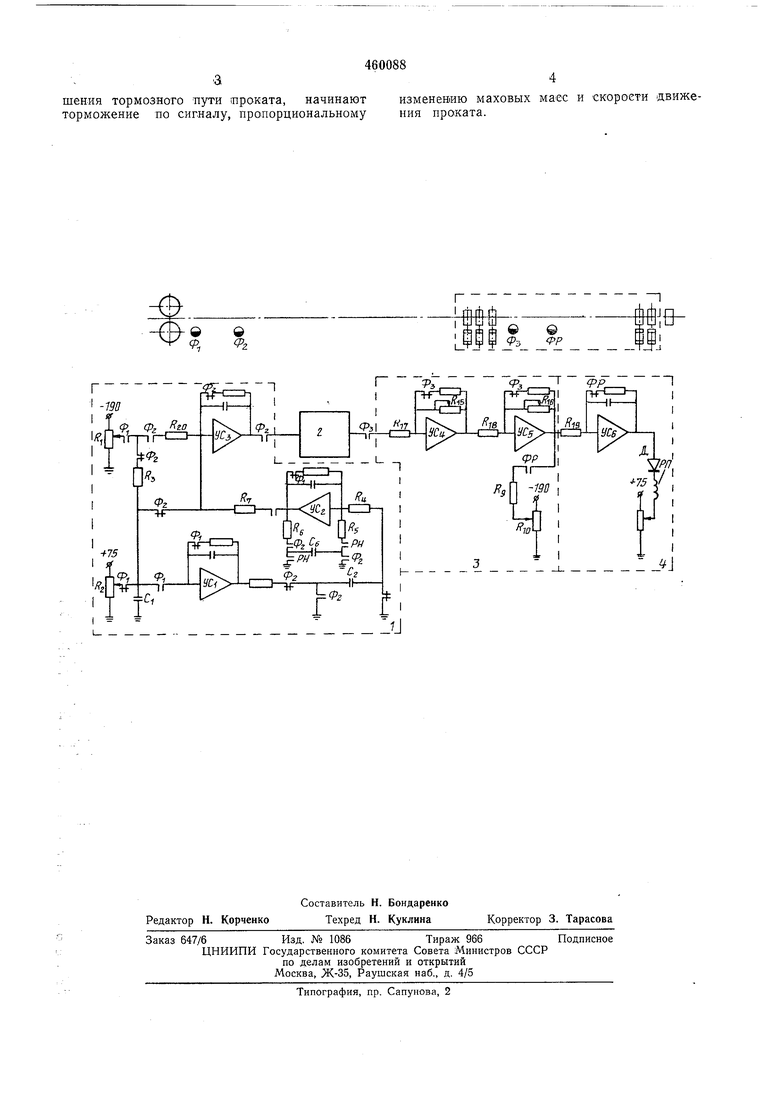
На чертеже показана блок-схема устройства, реализующего описываемый способ.
Система автоматической остановки представляет собой аналоговое устройство, состоящее из блока 1 замера длины, блока 2 памяти, блока 3 определения и приведения веса проката к роликам рольганга и блока 4 выдачи команды на торможение
В процессе транспортирования проката в блоке 1 измеряют длину проката. Полученный сигнал поступает в блок 2 памяти. При .подходе раската к датчику Фз из блока памяти
направляется сигнал в блок 3 определения и приведения веса проката к роликам рольганга, где определяют сигнал, пропорциональный изменению приведенных маховых масс. При срабатывании датчика ФР в блок 4 выдачи команды на торможение подается сигнал, несущий информацию о скорости и изменении маховых масс транспортируемого металла.
При интеприровании полученных сигналов на выходе блока 4 возрастает напряжение, и
при превышении напряжения подпора включается реле РП, которое выдает команду на начало динамического торможения. Описываемый способ обеспечивает регулирование тормозного пути проката, что улучшает точность остановки последнего и способствует
росту производительности.
Предмет изобретения
Способ автоматической остановки асинхронного привода рольганга путем динамического тqpмoжeния с определением теоретического веса, транспортируемого металла, включающий изменение .Скорости., движения проката, отличающийся тем, что, с целью уменьшения тормозного пути проката, начинают торможение по сигналу, пропорциональному
изменению маховых маес и скорости движения проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для остановки движущегося проката | 1973 |
|
SU474365A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МАГИСТРАЛЬНЫМ ЭЛЕКТРОВОЗОМ | 1966 |
|
SU187079A1 |
| Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц | 1989 |
|
SU1778509A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Устройство для торможения движуще-гОСя пРОКАТА | 1979 |
|
SU850247A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ МАССИВНЫХ СЛИТКОВ В ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1994 |
|
RU2079116C1 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1975 |
|
SU602251A2 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| СИСТЕМА УПРАВЛЕНИЯ ДВИЖЕНИЕМ ЭЛЕКТРОПОЕЗДА | 2002 |
|
RU2213669C1 |
Q Ф
ФР
(
