1
Изобретение относится к области черной металлургии, в частности, к раскрою металла в потоке стана.
Известна управляющая цифровая вычислительная машина для раскроя металла, состоящая из запоминающего устройства с блоком буферной памяти, вычислительного узла, устройства управления и выходного устройства в виде перфоратора.
Однако известное устройство не обеспечивает требуемой точпости остановки металла под его порез.
Цель изобретения - увеличить точность остановки металла под его порез.
Дл-я этого устройство дополнительио снабжено суммирующим операционным усилителем, входы которого соединены с выходом блока памяти и выходом тахогенератора постоянного тока, а выход - с входом блока выдачи команды па торможение.
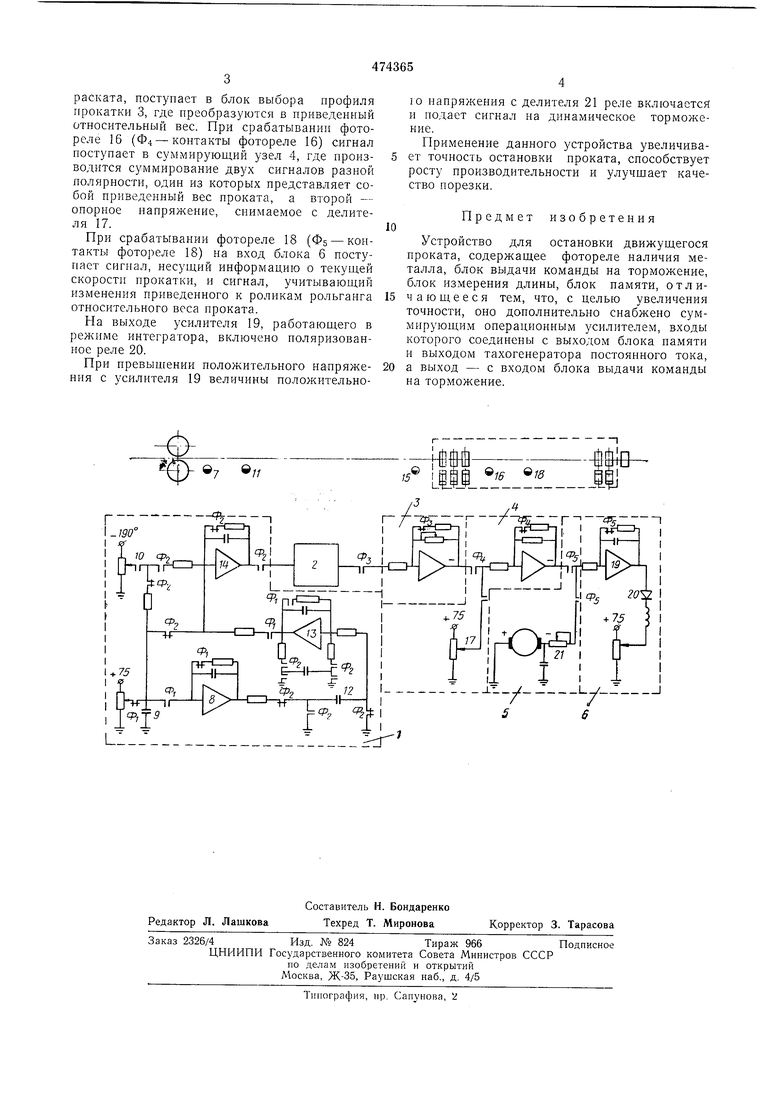
На чертеже показана блок-схема предлагаемого устройства.
Оно содержит блок замера длины 1, блок памяти 2, блок выбора профиля прокатки 3, суммирующий узел 4, фотореле скорости проката 5 и блок выдачи команды на торможение 6.
Устройство работает следующим образом.
Ири выходе раската из последней чистовой клети срабатывает фотореле 7 (Ф1 - контакты фотореле 7), который переводит усилитель 8 в режим интегратора. На его вход поступает два входных сигнала разной полярности. Сигнал, поступающий из конденсатора 9, представляет собой базовое расстояние, а сигнал, поступающий от источника 190 в через нормально открытые контакты 10 фотореле 7, представляет собой величину базового расстояния с учетом реальной скорости прокатки.
При включении фотореле 11 (Фа - контакты фотореле 11) усилителя на выход 8 поступает напряжение, пропорциональное разности расчетной скорости и действительной.
Полученное напряжение через конденсатор 12 поступает на вход усилителя 13, который осуществляет поправку, представляющую собой погрещность расчетной скоростп по отноHieHiuo к фактической.
На вход усплителя 14 иосле прохождения раската поступает папряжепие, пропорциональное хвостовой части раската.
Полученный сигнал поступает в блок памяти 2, где роль ячеек памяти выполняют конденсаторы, а коммутаторами их являются кольцевые тиристорпые счетчикп. Постоянное напряжение, равное базовому расстоянию, вводится в блок промежуточной памяти.
При подходе раската к фотореле 15 (Фз - контакты фотореле 15) сигнал, равный длине
раската, поступает в блок выбора профиля прокатки 3, где преобразуются в приведенный относительный вес. При срабатывании фотореле 16 (Ф4 - контакты фотореле 16) сигнал поступает в суммирующий узел 4, где производится суммирование двух сигналов разной полярности, один из которых представляет собой приведенный вес проката, а второй - опорное напряжение, снимаемое с делителя 17.
При срабатывании фотореле 18 (Фб - контакты фотореле 18) на вход блока 6 поступает сигнал, несущий информацию о текущей скорости прокатки, и сигнал, учитываюп ий изменения приведенного к роликам рольганга относительного веса проката.
На выходе усилителя 19, работающего в режиме интегратора, включено поляризованное реле 20.
При превышении положительного напряжеПИЯ с усилителя 19 величины положительного напряжения с делителя 21 реле включается и подает сигнал на динамическое торможение.
Применение данного устройства увеличивает точность остановки проката, способствует росту производительности и улучшает качество порезки.
Предмет изобретения
Устройство для остановки движущегося проката, содержащее фотореле наличия металла, блок выдачи команды на торможение, блок измерения длины, блок памяти, отличающееся тем, что, с целью увеличения точности, оно дополнительно снабжено суммирующим операционным усилителем, входы которого соединены с выходом блока памяти и выходом тахогенератора постоянного тока, а выход - с входом блока выдачи команды на торможение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической остановки асинхронного привода рольганга | 1973 |
|
SU460088A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Устройство для определения веса сортового проката в потоке стана | 1974 |
|
SU518640A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство для безотходного раскроя металла | 1970 |
|
SU382484A1 |
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |
| Устройство программного управленияпРиВОдОМ КАНТОВАТЕля ОбжиМНОгОРЕВЕРСиВНОгО пРОКАТНОгО CTAHA | 1978 |
|
SU795597A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Устройство для контроля положения раскатов | 1985 |
|
SU1304949A1 |
