(54) УСТРОЙСТВО АВТОМАТИ1ЕСКОГО УПРАВЛЕНИЯ
МЕХАНИЗМАМИ ПЕРЕКЛАДКИ ПРОКАТА НА
ХОЛОДИЛЬНИК МЕЖОСОРТНОГО СТАНА
12
нания скорости настроечного прутка и измерите;1ем скорости текущего прутка.
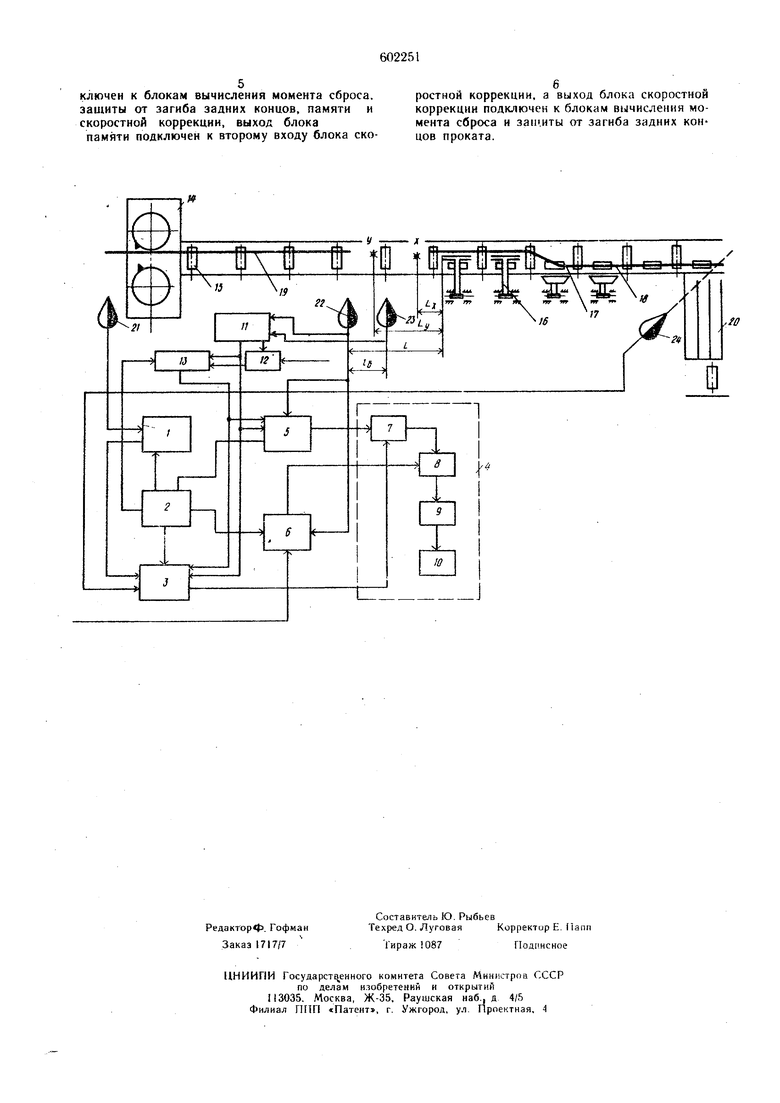
На чертеже приведена функциональная схема предлагаемого устройства.
Устройство содержит блок 1 выдзижения передних концов заготовок; блок 2 ввода установок; блок 3 вычисления момента сброса; блок 4 управления приводом клапанов тормозного механизма; блок 5 защиты от загиба задних концов проката; блок 6 защиты от загиба передних концов проката; блоки входяидие в состав блока 4: схему 7 совпадения, собирательную схему 8, триггер 9 управления И схему 10 электропривода; блок 1I измерения скорости заднего торца проката в зоне перед холодильником; блок 12 запоминания скорости настроечного прутка; блок 13 скоростной коррекции момента сброса.
На чертеже показана также привязка устройства к технологической линии стана: летучие ножницы И, транспортный рольганг 15, отбойники Ш, зона 17 действия клапанов тормозного механизма, прокат 18 в зоне сбрасывателей, прокат 19 на транспортных рольгангах перед холодильниками, холодильник 20.
Кроме того, в состав устройства входят индикаторы: 21 положения проката, установленный перед летучими ножницами; 22 и 23 на транспортных рольгангах перед холодильником на фиксированном расстоянии & друг от друга, причем расстояние от оси индикатора 22 до первого ч)т6ойника L; 24 на транспортных рольгангах в зоне холодильника, а также датчик скорости прокатки.
С блока 2 ввода уставок вводят вручную (или автоматически при управлении от УВМ): координату точки сброса в блок 3; блокировочные расстояния (I- L,) и (L - L,) для защиты от загиба задних концов в блок 5 и передних концов в блок 6; соотношение пути торможения к скорости прокатки §- для прокатываемого профиля в блок 13 скоростной ксфрекции. Все параметры вводятся оператором, например, по статистическим таблицам в функции линейной скорости прокатки. Линейная скорость измеряется датчиком скорости прокатки и выдается оператору.
Основной режим работы устройства - управление механизмами перекладки проката на холодильник с выравниванием передних торцов реализуется следующим образом.
Г{ри прохождении задним торцом прутка расстояния tf между осями индикаторов 22 и 23 блоком IJ вычисляется средняя скорость прутка V , где t - время прохождения торцом -прутка участка . Скорость прутка с выхода этого блока поступает на входы блоков 3 и 5, в которых вычисляется путь переднего торца прутка Vt i (в блоке 3), и заднего торца прутка Vi L - Ц (в блоке 5), где t| - время движения переднего торца прутка от оси индикатора 24 до заданной точки сброса; t - время движения заднего торца от оси .индикатора 22 до конца блокировочного расстояния (L -L,) для защиты от загиба задних концов прутков. Выходы блоков 3 и 5 гюдклк чены к схеме 7 совпадения, с которой формлруется команда на
включение электропривода клапанов тормозного механизма.
Режим выравнивания передних торцов проката реализуется в том случае, когда на схему 7 сначала поступает команда из блока 5,
а затем из блока 3. Пели команды поступают в обратном порядке, осуществляется выравнивание по задним торцам проката, при этом выдается сигнализация оператору о необходимости смещения точки сброса вдоль холодильника в направлении прокатки с целью pea-, лизации режима выравнивания по передним торцам проката.
При любом режиме работы устройства производится защита от гибки передних концов (бурежек), реализуемая блоком 6, который
работает следующим образом.
При появлении переднего торца следующего пункта в зоне индикатора 22 наличия проката блок 6 начинает вычислять путь, проходимый передним концом, по информации датчика скорости прокатки (Vn) при совпадении
пути с контрольным расстоянием (L - Ly), если еще не была выдана команда на сброс предыдущего прутка из блоков 3 и 5 через схему 7 совпадения, и вне зависимости от нахождения предыдущего прутка в зоне к.лапанов тормозного механизма блок 6 через собиратеаьную схему 8 запускает триггер 9 управления, с которого поступает команда на сброс предыдущего прутка в схему привода.
При любой настройке (перестройке) скоростного режима прокатки и транспортировки, когg да координата точки сброса, по мнению оператора, задана правильно, оператор разрешает скоростную коррекцию путем выдачи команды на запоминание в. ,лок 12, который счиTiaisaeT и запоминает скорость .настроечного прутка с выхода блока П. С этого момента
5 при измерении скорости каждого текущего прутка в блок 13 поступает значение скорости из блока 11 и настроечная скорость из блока 12. Блок 13 вычисляет приращение пути торможения и вводит коррекцию на положение точки сброса в блок 3 при выравнивании передних торцов проката или в блок 5 при выравнивании задних торцов проката.
Использование описываемого устройства позволяет снизить требования к стабилизации скорости подводящего рольганга, повысить точность выравнивания торцов проката на поле холодильника и уменьшить обрезь проката на линии холодной резки.
Формула изобретения
Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана по авт. св. № 563202, отличающееся тем, что, с целью повышения точности выравнивания торцов проката на холодильнике стана, устройство содержит блок измерения скорости перемещения заднего торца проката, входы которого подключены к даум индикаторам наличия проката, установленным в зоне перед холодильником на фиксированном расстоянии друг от друга, а выход подключей к блокам вычисления момента сброса, защиты от загиба задних концов, памяти и скоростной коррекции, выход блока памяти подключен к второму входу блока скоростной коррекции, а выход блока скоростной коррекции подключен к блокам вычисления момента сброса и защиты от загиба задних коН цов проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управленияМЕХАНизМАМи пЕРЕКлАдКи пРОКАТА HA ХОлО-дильНиК | 1979 |
|
SU835547A2 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1972 |
|
SU563202A1 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| Устройство для автоматического управления механизмами сброса прутков на холодильник мелкосортного стана | 1978 |
|
SU774644A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Устройство для управления сбросом прутков на холодильник сортового стана | 1986 |
|
SU1400686A2 |
| Клапанный сбрасыватель проката | 1978 |
|
SU774652A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU595027A1 |
fiji tf ft и Ш -iJ-gp-lJWtl .. I . г
