(54 СПОСОБ ПОВЫШЕНИЯ СКОРОСТИ ПРОКАТКИ НА МЕЛКОСОРТНОМ ПРОКАТНОМ СТАНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
12
Изобретение относится к прокатному производству. Оно может быть использовано на любых мелкосортных станах, производящих прутковый материал.
Известен способ управления скоростью прокатки, применяемый на мелкосортных станах, заключающийся в поддержании некоторого завышения скорости рольганга, отводящего прутки к холодильнику, над скоростью прокатки, что обеспечивает разрыв между торцами последовательно транспортируемых прутков, необходимый для безаварийного их торможения на холодильнике . Необходимым условием безаварийности является временной интервал между смежными торцами движущихся прутков, равный циклу работы тормозного механизма при условии, что торможение начинается при попадании заднего торца предыдущего прутка в начало активной зоны тормозного механизма. Под циклом работы тормозного механизма понимается часть временной диаграммы работы механизма от момента начала торможения до подъема тормозных башмаков клапанов на высоту, достаточную для отведения в сторону следующего прутка. Однако, так
как зона начала торможения гГеременна и коэффициенты трения прутков о ролики рольгангаi зависящие от профиля и марки стали, нестационарны, задать правильное соотношение скоростей прокатки и транспортировки не представляется возможным. Это приводит к следующим недостаткам при осуществлении известного способа управ10ления;
а)возникновение аварийных ситуаций на входе холодильника при низкой скорости рольганга, увеличение кинетической энергии прутков, пути тормо
15 жения и, как следствие, быстрое ограничение допустимой скорости прокатки при высокой скорости .льгай1а;:
б)сложность перестройки стана, при попытке использования резерва
20 скорости Прокатки, который, как правило, имеет место на мелкосортных станах, ввиду неопределенности величины этого резерва и.опасности аварийных ситуаций на входе холодильни25ка.
Наиболее близкие к описываемым способу и устройству по технической сущности и достигаемому результату способ автоматического поддержания
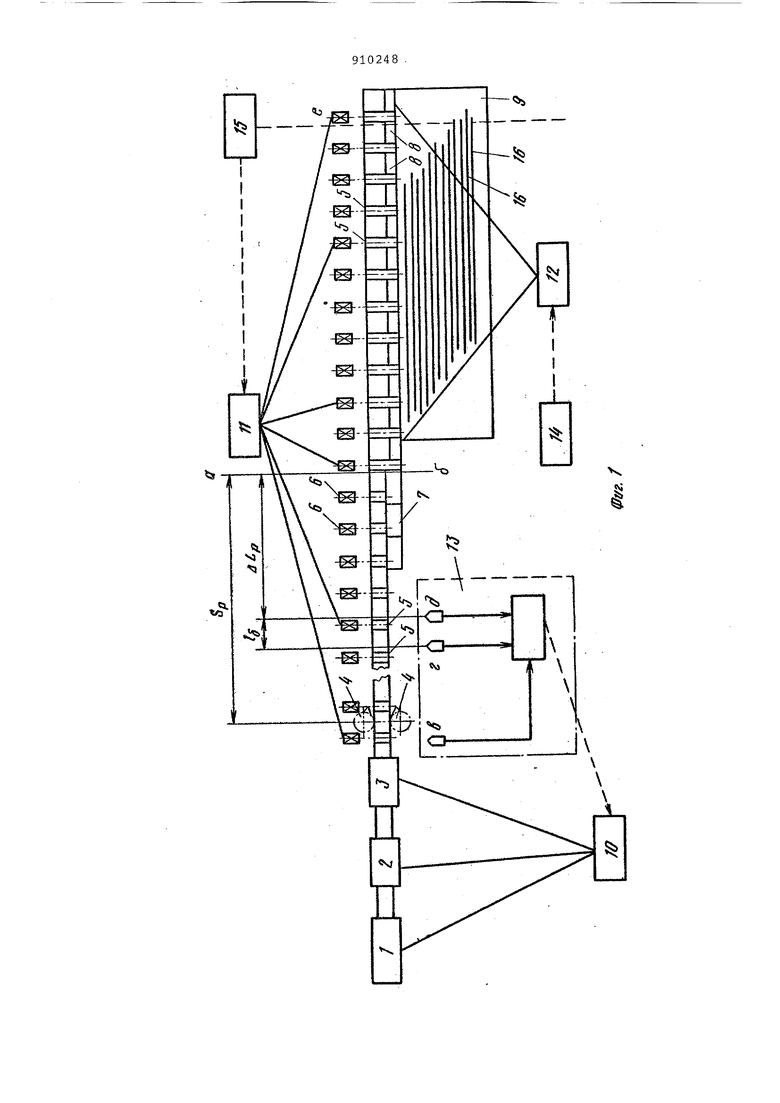
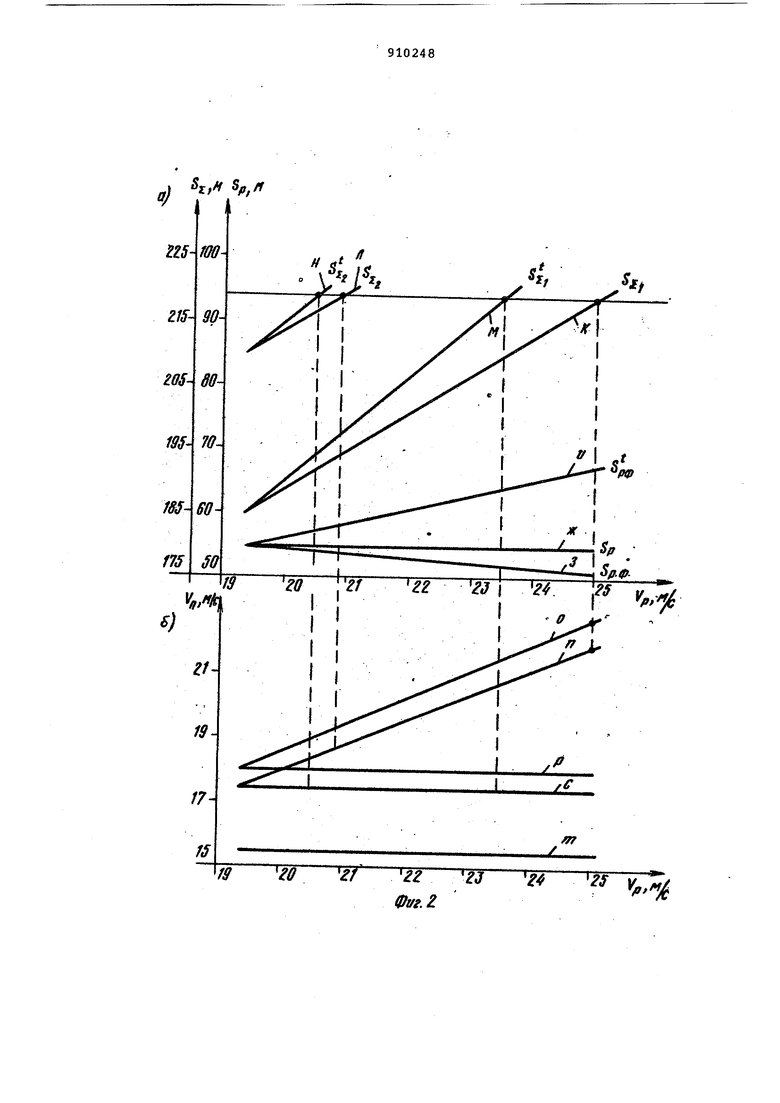
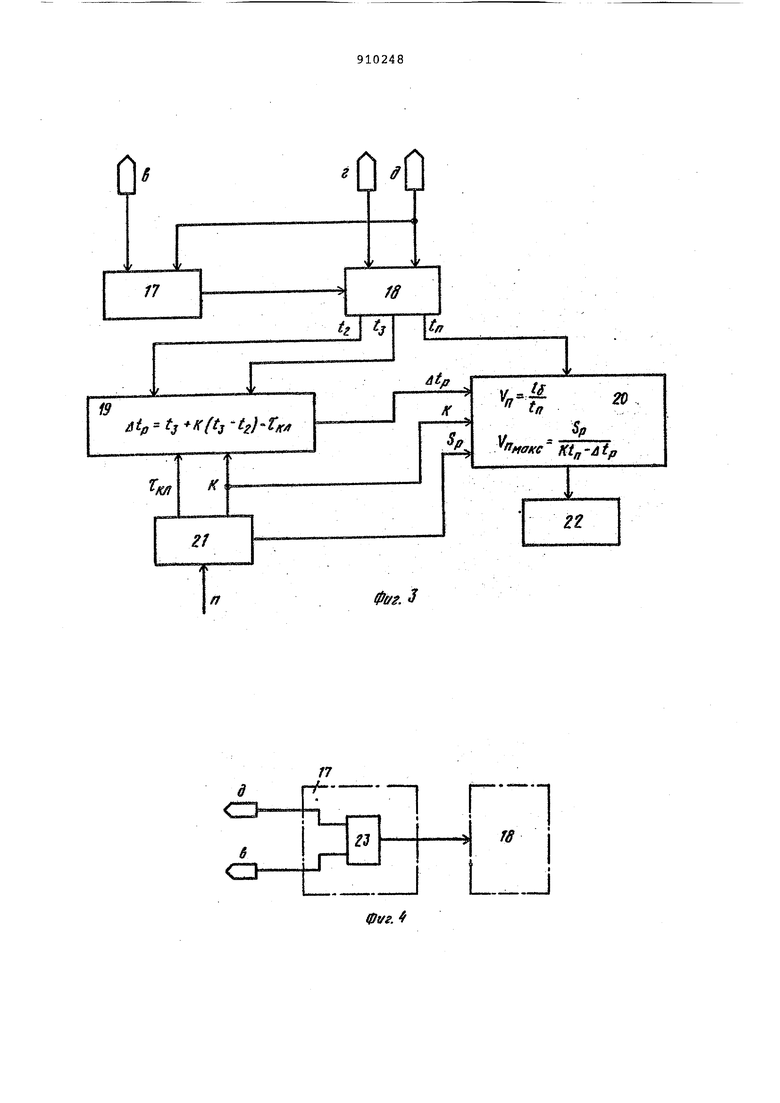
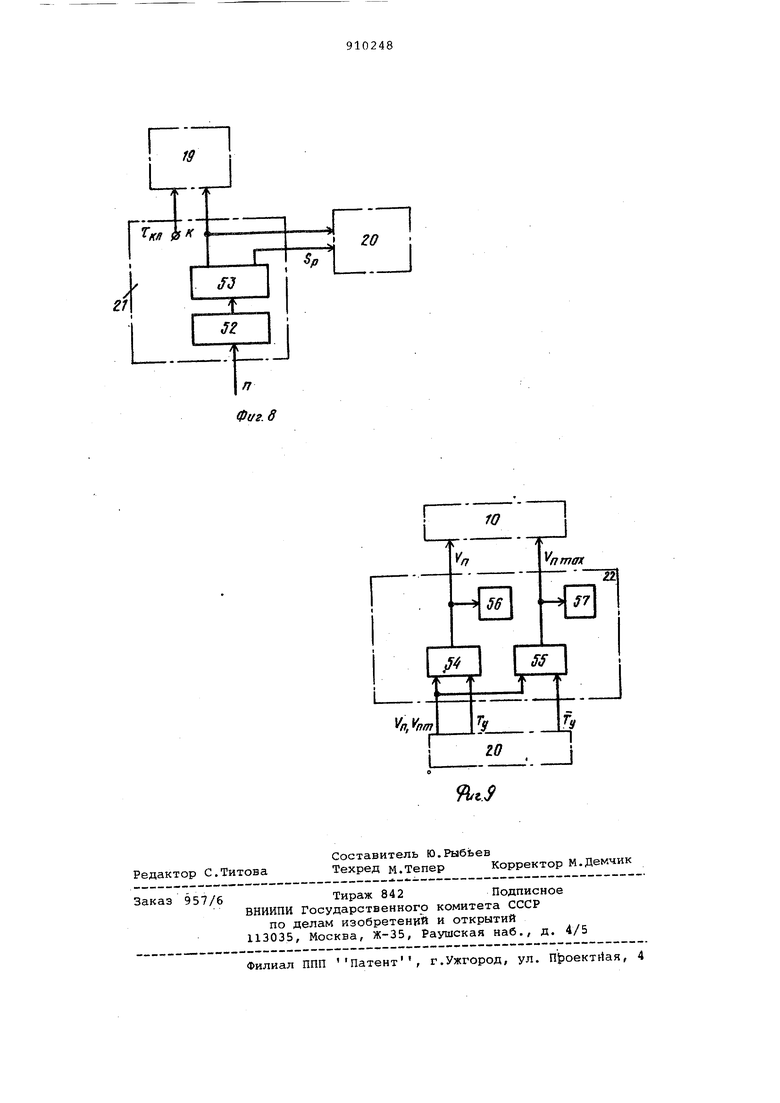
30 оптимального соотношения между скоростью отводящего рольганга и устро ство для его осуществления 2. Спо соб заключается в измерении линейно скорости прокатки, вычислен ии необ.ходимого времени транспортировки (разгона) прутка по величине пути транспортировки, вводимого в качест ве уставки, вычислении оптимальной скорости рольганга по математической формуле, связывающей скорость рольганга со скоростью прутка в про цессе разгона с помощью статистичес кого значения коэффициента .скольжения, вводимого в качестве уставки, вводе вычисленного значения скорост в качестве задания в замкнутую САР скорости рольганга. Этот способ, поддерживая максимальную безопасную скорость рольган га, создает предпосылки для повышения скорости прокатки, которые могу быть реализованы лишь с применением ЭВМ. Это определяется сложностью ма тематической зависимости между скоростью рольганга и скоростью прокат ки, а также обратным порядком настройки стана при повышении скорости прокатки, т.е. для обеспечения безаварийности сначала необходимо увеличивать скорость рольганга, имитируя расчетную скорость прокатки от ЭВМ, а затем разгонять стан. Цель изобретения - увеличение про изводительности непрерывного мелкосортног.0 стана путем повышения скорости прокатки в безопасных пределах при ручном управлении и при управлеНИИ с помощью локальной автоматики. Поставленная цель достигается тем, что настраивают устройство управления тррмозным механизмом так, чтобы процесс торможения начинался при попадании заданных торцов прутков в начало активной зоны тормозного механизма, увеличивают скорость рольганга, контролируя .положение передних торцов прутков, прекращают разгон при достижении передними торцами прутков кристаллической зоны в конце холодильника, разгоняют стан до скорости, определяемой по Формуле ) где Vn weiii.c предельная скорость прокатки;Vn - текущая скорость прокатutp - избыточное время разрыва SP - расстояние от оси летучи ножниц до начала активно зоны торможения. Устройство для осуществления спо соба содержит блок вычисления изёиточного времени разрыва между торцам следующих друг за другом прутков, блок вычисления скоростей прокатки, .блок запрета измерений и блок вывода информации, причем к входам блока вычисления избыточного времени разрыва подключено не менее двух выходов блока формирования временных интервалов и выход блока ввода уставок, а выход его подключен кблоку вычисления скоростей, другие входы которого соединены с третьим выходом блока формирования временных интервалов и блоком ввода устав ок , а выход - с блоком вывода информации вход блока за прета соединен с выходом ближайшего к холодильнику индикатора наличия проката, а выход с блоком формирования временных интервалов . Блок вычисления избыточного времени разрыва между торцами следующих друг за другом прутков содержит два ключа, две группы ключей, Элемент задержки, схему ИЛИ., группу схем совпадения, регистр памяти и сумматор, причем входы ключей являются входами блока, а выходы соединены с входами первой группы-ключей, выход второго ключа соединен с одним из входов сумматора, вход второгоключа соединен с одним из входов второй группы ключей и с входом элемента задержки, выход которого соединен с одним из входов схемы ИЛИ, второй вход которой соединен с выходом схе1«1ы совпадения, а выход - с вторым входом сумматора, третий вход которого соединен с выходом первой группы ключей, выход сумматора соединен с одним из входов схемы совпадения, с вторым входом второй группы ключей и с выходом данного блока выход второй группы ключей соединен с входом регистра памяти, выход которого соединен с вторым входом схемы совпадения . Блок вычисления скоростей прокатки содержит три ключа, три группы ключей, сумматор, элемент задержки, две схемы ИЛИ, регистр памяти, три группы схем совпадения, триггер выбора режима работы и счетчик скорости прокатки, причем вход первого ключа является входом данного блока и соединен с выходом блока формирования временных интервалов, который сое цинен также и одним из входов второй группы ключей и входом элемента задержки, выход которого соединен с одним из входов третьего ключа и первой схемы ИЛИ выход первого ключа соединен с первым входом второго ключа и nepBtJM входом перёой группы ключей, второй вход кЪтброй соединён с блоком ввода уставок, а третий с нулевым выходом триггера выбора режима работы, который также соединен с первыми входами первой и третьей групп схем совпадения, вторые входы которых соединены с выходом сумматора , который в свою очередь соединен с вторым входом второй группы схем совпадения и со вторым входом второй группы ключей; при этом выходы первой и второй групп схем совпадения соединены с входами второй схемы ИЛИ, выход которой соединен с вторым входом третьего ключа, выход которого соединен с первым входом третьей группы ключей и с входом счетчика скорости прокатки, один из выходов которого соединен с одним из входов блока вывода информации, а второй с управляю11им входом триггера, единичный выход которого соединен с пер вым входом второй группы схем совпадения и со вторыми входами второго ключа и блока вывода информации; выхлд третьей зрруппы схем совпадения соединен с вторым входом первой схемы ИЛИ, выход которой соединен с пер вьг/1 входом сумматора,- второй вход ко торого соединен с выходом второго ключа и третий вход - с выходом первой группы ключей, третий вход треть ей группы схем совпадения соединен с выходом блока вычисления избыточного времени разрыва между торцами следую щими друг за другом прутков, а трети вход первой группы схем совпадения с вторым выходом блока ввода уставок ; выходы второй группы ключей сое динены с входом регистра памяти, выход которого соединен с вторым вШрдом третьей группы ключей; нулевой выход триггера соединен с третьим входом блока вывода информации. Блок запрета измерений содержит два индикатора наличия проката и триггер, при этом первый индикатор соединен с нулевым входом триггера, а второй - с единичным входом триггера, выход которого соединен с входом.блока формирования временных интервалов. Блок вывода информации ..содержит Два преобразователя кода, табло т.екущей и табло предельной скоростей прокатки, при этом входы преобразователей кода соединены с выходом Й-ро ка вычисления текущей и предельной скорости прокатки, а выходы соответственно - с табло текущей и табло пр дельной скорости прокатки и с блоком управления скоростью прокатки. На фиг. 1 изображена схематически технологическая линия непрерывного мелкосортного стана и технические средства, привязанные к ней, необходимые для реализации описываемого способа; на фиг. 2 - графики изменения пути движения прутков и / предельной скорости прокатки в функции скорости рольганга, иллюстрирующие рабо ту стана по описываемому способу; на фиг. 3 - структурная схема устрой ства для определения безопасных пределов скорости прокатки на фиг. 4 структурная схема блока запрета измерений; на фиг. 5 приведена структурная схема блока Нормирования временных интервалов; .на фиг. б - структурная схема блока вычисления избыточного времени разрыва между прутками; на фиг. 7 - структурная схема блока вычисления текущей и предельной скоростей прокатки; на фиг. 8,приведена структурная схема блока ввода уставок; на фкг. 9 - структурная схема блока вывойа информации. Устройство содержит черновую 1, промежуточную 2 и чистовую 3 группы клетей, летучие ножницы 4, ролики 5 рольганга, отводящего прутки к холодильнику, приводные двигатели б роликов, отбойники 7 Тормозного механизма, число которых регулируется и определяет начало активной зоны торможения (обозначенной линией а-б), тормозные башмаки 8 клапанов, холодильник 9, блок 10 управления скоростью прокатки, блок 11 управления скоростью рольганга I, привод 12 клапанов тормозного механизма, устройство 13 для определения пределов повышения скорости прокатки, содержащее индикаторы наличия проката (индикатор в установлен перед летучими ножницами,индикаторы гид, установлены в .зоне перед отбойниками на фиксированном расстоянии С($5)друг от друга) , устройство 14 управления тормозным механизмом, позволяющее, настроить процесс торможения так, чтобы он начинался при попадании задних торцов прутков в начало активной зоны тормозного механизма, и поддерживать эту настройку при изменяющейся скорости прутков, средства 15 контроля достижения передними торцами прутков критической зоны в конце холодильника, прутки 1б на холодильнике. Под блоком 10 управления скоростью прокатки может пониматься оператор стана с существующими пультами управления главными приводами (при .реали- зации способа в режиме ручного управления) , повышающий скорость прокатки в пределах от фактической до предель- но допустимой, значения которой он получает на индикаторах устройства 13 для определения пределов повышения скорости прокатки; или локальная следящая система потенциал-регулятор стана, имеющая исполнительный механизм и узел сравнения, на :входы которого поступают предельно допустиНая и фактическая скорости проката из отбойников 7. В качестве устройства 14 управления тормозным механизмом может применяться любое устройство формирующее команды на включение тормозного механизма по уставкам пути, проходимого торцом прутка. Под средством 15 контроля достижения передними торцами прутков критической зоны в конце холодильника может пониматься оператор холодильника, визуально контролирующий поло жение передних торцов относительно отчетливо нанесенной линии 6 , располЪженной на расстоянии 10 м от зад него ограждения холодильника (в режиме ручного управления), и осущест вляющий с помощью существующего сер вопривода разгон рольганга, или автоматический датчик, телевизионный, фотоимпульсный или фотоэлектрически с механической разверткой, прекращаю щий повышение частоты статического преобразователл, питающего электродвигатели рольганга, при появлении металла в зоне контроля. Повьзшение скорости прокатки по этому способу можно проследить с по мощью графиков, изображенных на фиг. 2. Графики построены по статис тическим данным, снятым на стане 250-1 Челябинского металлургическог завода при прокатке профиля № 16 ста ли 35ГС. Прокатку осуществляли при следующих параметрах: скорость прокатки N.-, 15,7 м/с-, скорость рольган га VP 19,34 м/с, путь разгона прут ков SP 55 м, постоянная времени разгона ,714 с, коэффициент тре ния К 0,35, цикл клапанов от момента начала торможения до подъема клапанов на высоту, достаточную для отведения в сторону следующего прутка 14 0,22 с. На фиг. 2 а изображены ж - уставка, пути разгонаЗр 55 м; 3 - фактический путь разгона при использовании алгоритма, согласно которому для интегрирования пути прутка используется датчик скорости ролЬ Ганга . SP где фактическое время транспортировки прутка от оси летучих ножниц до начала торможения. Фактический путь разгона прутка меньше, так как средняя скорость прутка ниже линейной скорости рольганга - .; I )-Ь2) и - фактический путь разгона прут ка по алгоритму устройств, работающих по стабильным временным уставкам tjQ (принрдится для -сравнения) WV4aA- Mn)i -e-M.) (3) к - полный путь переднего торца прутка 5 VVVbn i прутка, определи-путь торможения емый по формуле где Vo5 скорость прутка в момент начала торможения; 1C- коэффициент трения; °( - ускорение свободного падения; Ьг, - длина прутка, равная 76 м для случая раскроя заготовок на четыре части полный путь переднего торца прутка при Ln 101 м (раскрой заготовок на три части) м и Н полные пути переднего торца прутка для устройства управления тормозным механизмом, работающего по временной ус- тавке для м и 101 м. Скорость прутка в момент начала торможения вычисляют по формуле VVlVV для зависимостей К и Л; для зависимостей 3 и Н. (7) На фиг. 2 б приведены зависимости предельной скорости прокатки от скоростей рольганга: .о - при минимальном цикле клапанов (СдгО , 22 С , п - при завышенном цикле клапанов. ,3 с. (с целью расширения зоны безопасности); Р и С - аналогичные зависимости предельной скорости прокатки от скорости рольганга при управлении тор- мозным механизмом по временным уставкам. « Описываемое устройство для осувдествления предложенного способа повышения скорости прокатки на мелкосортном прокатном стане функционирует следующим образом. С помощью устройства 14 настраивают процесс торможения так, чтобы он начинался при достижении задними торцами прутков начала активной зоны тормозного механизма (линия а-б на фиг. 1). С помощью блока 11 начинают увелич ивать скорость роликов 5 подводящего рольганга. При этом увеличивается скорость и кинетическая энергия прутков, поступающих на холодильник . Увеличивается разрыв между торцами смежных прутков и путь торможения их на холодильнике. Изменение пути разгона незначительно, так как вычисление пути осуществляется не от линии реза, как Это показано зависимостью i на фиг. 2, а,а от индикатора металла, установленного в зоне перед отбойниками 7, где скорость проката уже близка к скорости рольганга. Поэтому путь розгона можно считать постоянным. Увеличение пути торможения иллюстрируется смещением торцов прутков 16 на холодильнике 9 (фиг. 1). При первом же достижении передними торцами прутков критический зоны (линия контроля КЁ) средства 15 контроля прекращают через блок 11 управления скоростью рольгангаувеличение скорости рольганга. Устройство 13 дл определения пределов повышения скорости прокатки определяет фактическую и предельную скорости прокатки и через блок 10 осуществляет разгон стана до тех пор, пока фактическая скорость не приблизится к пределйной На фиг. 2 показано, что увеличение скорости прокатки при использовании устройства 14 управления тормознЕлм механизмом, работающего по временным уставкам, невозможно. Это определяется увеличением пути разгона при увеличении СКОРОСТИ рольганга (зависимость и на фиг.2,а т.е. точка начала торможения задних прутков смещается в направлении прокатки, при этом передние торцы прутков достигают границы критической зоны при меньших скоростях рольганга (зависимости Мин , фиг. 2,а) , разрыв между торцами соседних прутков увеличивается, но использовать его для увеличения скорости прокатки невозможно, так как в момент начала торможения предыдущего прутка передНИИ торец следующего.не должен дости гать активной зоны торможения (зависимости Р и С на фиг. 2,6). Фактически достигаемые скорости рольганга и прокатки при использовании дпйсываемогб способа определяются длиной прутков, коэффициентами скольжения на роликах рольганга и трения на тормозных башмаках .клапанов. Зависимость скоростей от длины прутков иллюстрируется на фиг, 2 для случаев порезки заготовки , при прокатке профиля № 16, на 4 прутка, средняя длина прутка 76 м (зависимос ти К иМна фиг. 2,а), и на 3 прутка средняя длина прутка iQl м (зависимости Л и н на фиг. 2,а). Достоинством способа является то .что она не требует знания фактическйх значений .длины прутков и коэффициентов скольжения и трения,обёсНечивая безаварийный разгон ст.ана в д пустимых пределах при любых значейи ях нестационарных параметров. Спосо предусматривает возможность увеличе ния з.он безопасности путем смещения линии контроля критической зоны в (рторону прокатных клетей и завыше.ни цикла работы клапанов. На фиг. 2,6 показано смещение рабочих точек ско рости при увеличении цикла работы клапанов сО,22 до О,3с. Устройство 13 для определения бе зопасности пределов повышения скоро ти прокатки содержит 1см. сЬиг.З) инд торы наличия проката Bii-iS блок 17 запрета измерения, блок 18 формирования временных интервалов,блок 19 вычисления избыточного разрыва в начале активной soHf торможения,блок 20 вычисления текущей и предельной скоростей прокатки, блок 21 ввода уста-i вок, блок 22 вывода информации. Блок 17 запрета измерения, на . вход которого подключены выходы индикаторов проката 8 и 0,, а выход соединен с одним из входов блока 18,запрещает последнему формировать временные интервалы в период от выхода заднего торца заготовки из поля зрения индикатора 6 до появления переднего торца следующей заготовки в поле зрения индикатораЭ . Бпок 18, два других входа которого подключены к выходам индикаторов на,пичия П;роката V и в , а два выхода соединены с блоком 19,формирует на этих двух выходах сигналы временных интервалов разрыва.между прутками в поле зрения индикатора г -t ,2 и э -t г,,JГpeтий выход блока 18 подключен сбл оку 20, на который подается временной интервал начала прохождения передним торцом прутка базового ут 1астка е меяету индикаторами г -t., Два других входа блока 19,rto которым подается информация о пути транспортировки прутков от оси индикатора Э до нача-. ла активной зоны торможения и о цикле работы клапанов от момента начала торможения до подъема на безопасную высоту, связаны с блоком 21 ввода уставок, через который вводится информация о числе фактически установленных отбойников. Информация о пути траспортировки прутков от оси индикатора 9 до начала активной зоны вводится в виде коэффициента приведения, iUo К : , (9) где лЬр,- оставшийся путь разгона (транспортировки) , 65 базовое расстояние между индикaтopa И и и г . Избыточное время разрыва между торцами смежных прутков определяется по формуле ЛЬр йЬр .где tj- время разрыва в зоне индикатора г blip uLp , . ..дополнительное увеличение времени разрыва на участке транспортировки дьр за счет разности скоростей металла ;VviH прокатки УП; время прохождения расстояния uUp передним торцоМ следующего прутка; время прохождения расстояния йЬр задним торцом предыдущего прутка, которое определяется по формулам
йЬр
.ulp-.- --kii5.j4t,),
(11)
t..
K(i.,4t);
(12)
гдetц;, Htn соответственно времена прохождения задним торцом предьщущего и передням торцом следующего прутков базового расстояния е 5 ; a-i интервал времени от
момента появления переднего торца прутка в поле зрения индикатора г до момента ухода заднего торца предыдущего прутка из поля зрения, индикаторз. д; if - время разрыва в зоне индикатора г.
Подставляя уравнения (11) и (12) в уравнение (10), получим рабочий алгоритм вычисления избыточного времени разрыва в блоке 10. Д Ч ЧЧЬ л; (13)
Выход блока 19 соединен с входом блока 20 вычисления предельной и текущей скоростей прокатки, оставшиеся два входа которого, несущие информацию о , и SP - расстояния от оси летучих ножниц до начала активной зоны торможения, соединены с двумя выхода ми блока 21.
Текущая и предельная скорость прокатки определяется следующим образом
(14)
V -IL
t(
SP Sp, . VnMEKC- tp K-tn-ut-p ..(Vs).
Выход блока 20 подается на вход блока 22 вывода информации, который йту информацию передаетв блок 10 упарвления скоростью прокатки (в автоматическом режиме управления прокаткой) либо выводит на табло для оператора (при ручном управлении прокаткой).
Устройство 13 работает следующим ббразом.
По результатам прохождения заднего тбгзца предыдущего и переднего торца последующего прутков базового участка между индикаторами гид блок 18 формирует два интервала tt и tj временные разрывы меяоду прутками в поле зрения индикаторов г и д, на основе которых блок 19 определяет величину избыточного временного разрыва между прутками.
Результаты расчетов блока 19 передаются в блок 20, который на основе Й;ЪР и интервала времени t прохождения
передним торцом прутка базового участка, сформированного блоком 18, рассчитывает и передает в блок 22 вывода информации предельную и текущую скорости прокатки. Блок 22 рассчитывает предельную и текущую CKOJSOCTH прокатки, выводит на табло для оператора, а в случае автоматического управления процессом прокатки подиимает скорость прокатки с помощью блока 10 управления скоростью прокатки до уровня предельной скорости прокатки. Расчет предельной и текущей скорости прокатки производится на основе каждого разрыва между прутками одной заготовки.
Поскольку время разрыва между последним прутком предыдущей заготовки и передним прутком последующей заготовки всегда больше, чем время разрыва между пртуками однай заготовки, предельная скорость прокатки определяется по смежным пруткам одной заготовки, и поэтому блок 17 выдает запрет на блок 18 с момента, .дсогда пауза между заготовками появится в поле зрения индикатора в, и до момента, когда эта пауза попадет и исчезнет из поля зрения ийдикатора д.
Ниже проводится описание отдельных блоков устройства.
Блок 17 запрета измерения (см. фиг. 4) содержит индикаторы вид, триггер 23. При появлении паузы между заготовками в поле зрения индикатора в триггер 23 устанавливается в состояние О, подавая запрет в блок 18. При исчезновении паузы между заготовками из поля зрения индикатора д триггер устанавливается в состояние , снимая запрет с блока 18.
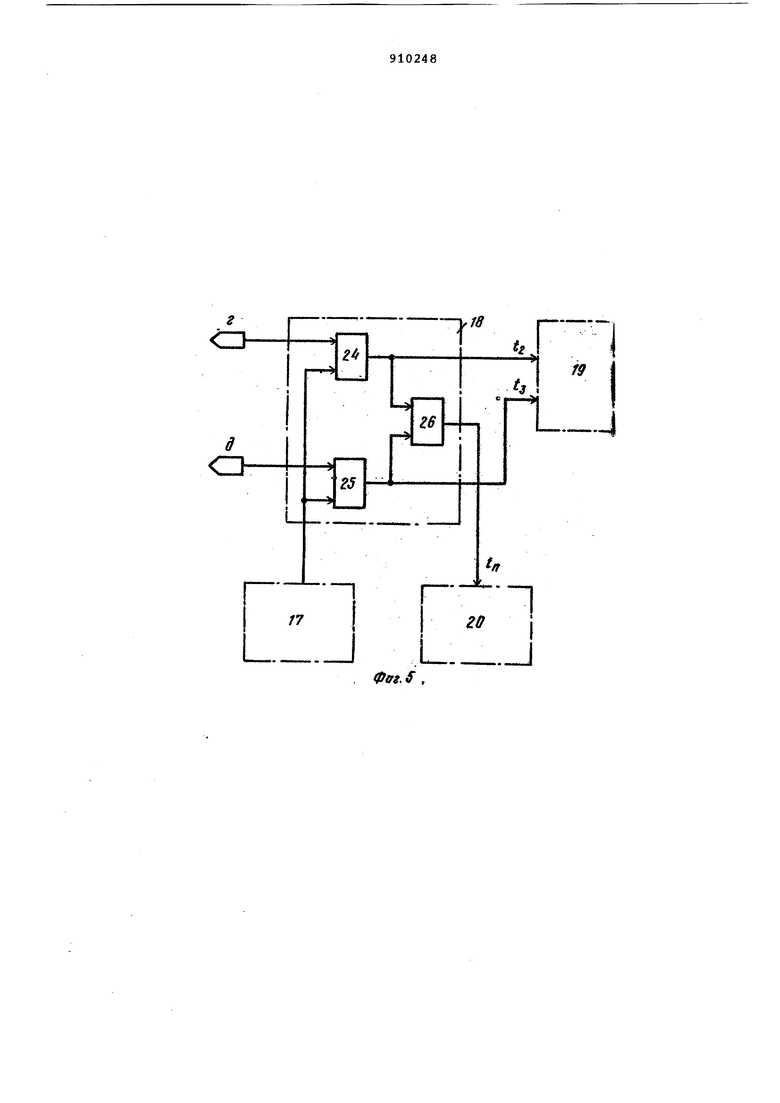
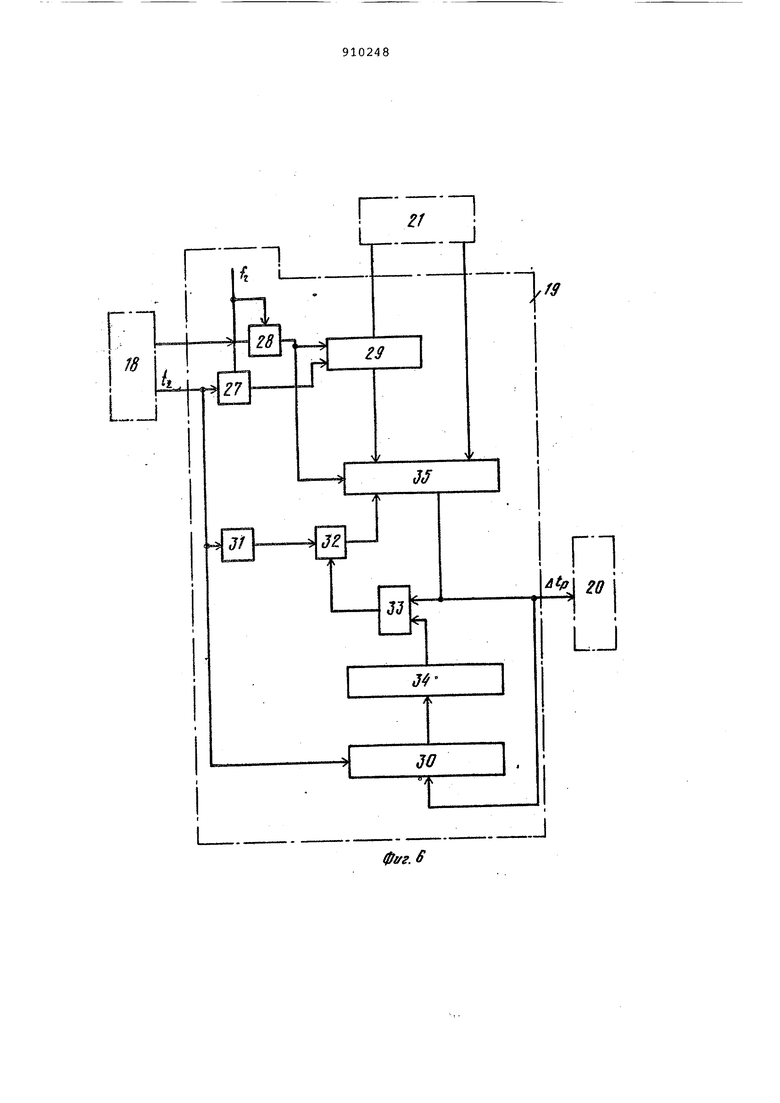
Блок 18 формирования временных: интервалов (см. фиг. 5) содержит ключи 24 и 25, триггер 26. При поступлении разрешения от блока 17 на ключи 24 и 25 на входы блока 19 вычисления избыточного разрыва поступает информация о разрывах между прутками проката в поле; зрения индикаторов г и д в виде импульсов, равных длительности разрывов. Триггер 26 запускается 1ерез1ключ 24 в момент появления переднего конца прутка в поле зрения индикатора г и гасится через ключ 25 при появлении переднего конца этого же прутка в поле зрения индикатора д. Таким образом, на вход блока 20 поступает интервал времени tn.- rtpoхождения{;}тередним концом базового участка-1б.
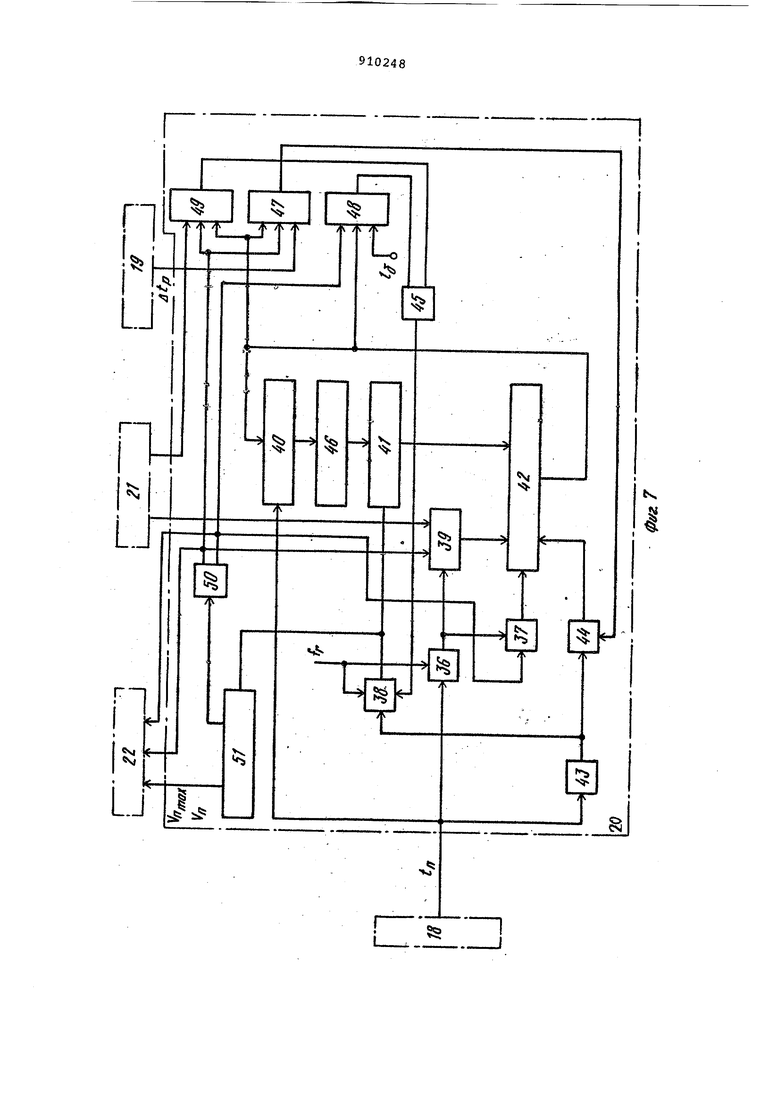
Блок 19 в начале активной зоны торможения .(см. фиг. 6). содержит ключи 27 и 28, группы 29 и 30 ключей, элемент 31 задержки, схему 32 ИЛИ, группу 33 схем совпадения, регистр 34 памяти, сумматор 35. Перед началом работы в сумматор 35 заносится величинаТ из блока 21 ввода уставок. При появлении на входе ключа 27 сигнала временного интервала .(импульсы ц генератора частоты поступают через ключ 27 на вход . группы 29 ключей, открывая их, и с каждым импульсом в сумметор 35 заносится коэффициент приведения К подключенный на другой вход группы 29 ключей от блока 21, который cy шиpyeтcя с находящейся в сумматоре 35 величиной сл . Таким образом, в течение времёни ti2 в сумматоре 35 накопится величина i ,- 1 . По окончании времени t подается разрешение на вход группы 30 ключей,осуществляющих перепись содержимого сумматора 35 в регистр 34 памяти, а также на вход элемента 31, который через схему 32 ИЛИ гасит сумматор 35, При появлении на входе ключа 28 сигнала временного интервала tj с выхода блока 18 ийпульсы ген ратора частоты рпоступают на вход сумматора 35 и на вход группы 29 клю чей, открывая их и с каждым импульсом занося в сумматор 35 коэффициент К. В счетчике начинает накапливаться величина t (.n+i) до момента времени, пока содержание сумматора 35, выход которого подключен к первому входу группы 33 схем совпадения, вто рой вход которого соединен с выходом регистра 34 памяти, не совпадает с содержащейся в регистре памяти величиной с )сд -И: ij - к . В момент этого сов падения сигнал с группы 33 схем совпадения через элемент 32 ИЛИ гаси сумматор 35, Продолжающие поступать на вход группы 29 ключей и на вход сумматора 35 импульсы заносят коэффициент (к.-1) в уже пустой сумматор 35 по окончании ij в нем накопится величина tp (формула 13). Полученное избы точное время разрыва itр подается для получения предельной скорости прокат ки в блок 20. Блок 20 вычисления текущей и предельной скорости прокатки (см.фиг.7) .содержит ключи 36,37 и 38, рруппы 39 40 и 41 ключей, сумматор 42, элемент 43 задержки, схемы 44 и 45 ИЛИ, регистр 46 памяти, группы 47,48 и 49 схем совпадения, триггер 50 выбора режима работы, счетчик 51 скорости Ьрокатки. Блок 20 работает следующим образом. При появлении на входе ключа 36 сигнала временного интервалаtn с Выхода блока 18, импульсы ц от генератора частоты открывают группу 39 клю чей, занося с каждым импульсом коэффициент приведения К от блока 21 в сумматор 42. В сумматоре 42 начнет накапливаться величина bli, и этот процесс накапливания будет продолжат ся до тех пор,пока содержимое сумматора 42 г:е сравняется с выходом блока 19 величиной избыточного разрыва At р, о чем будет сигнализировать руппа 47 схем совпадения,на вход которых поступят эти величины,а выход которых идет на элемент 44 ИЛИ, гасящий сумматор. 42. Продолжающие поступать на вход группы 39 ключей импульсы заносят коэффициент К в уже шустОй сумматор 42. По окончании fe содержимое сумматора 42 через группу ключей 40 переписьшается в регистр 46 памяти , а также запускается элемент 43 задержки. С выхода элемента 43 через схему 44 ИЛИ производится гашение сумматора 42, а также подается разрешение на .ключ 38, через который начинают проходить импульсы от генератора частоты f ц на вход группы 41 ключей, открывая их и занося с каждым импульсом содержимое регистра 46 памятив сумматор 42. Выход ключа 38 заведен также на вход счетчика 51 скоростей прокатки, в котором также начинают накапливаться импульсы. В момент совпадения накапливающейся величины пути в счетчике величины SP , заведенных соответственно от сумматора 42, блока 21 на входы группы 49 схем совпадения, последние выдают запрет через схему 45 ИЛИ на ключ 38, прекращая тем операцию умножения В итоге в счетчике 51 скоростей прокатки получается величина, равная предельной скорости прокатки. Она подается на вход блока 22 вывода информации. ПосЛе окончания расчета блоком 20 и получения в счетчике 51 требуемой величины служебным сигналам, например, общим гашением, . триггер 50 устанавливается во, второе устойчивое состояние, снимая разрешение с групп 47 и 49схем совпадения и группы 39 ключей и разрешая группе 48 схем совпадения и ключу 37 участвовать в работе. Теперь при появлеНИИ на входе ключа 36 сигнала временного интервала : импульсы от генератора частоты ц через ключи И 36 и 37 поступают в сумматор 42. По окончании интервала tsnS содержимое сумматора 42 через группу 40 ключей переписывается в регистр 46 памяти, а также запускается элемент 43 и через некоторое время через ,схему 44 ИЛИ гасится сумматор 42, а .на ключ 38 подается разрешение. Импульсы от, генератора проходят через ключ 38, как и в первом случае, подают разрешение на группу 41 ключей, занося с каждьм импульсом содержимое регистра памяти в сумматор 42, а-также поступают в счетчик 51. В момент совпадения накапливающейся величины содержимого сумматора 42 с известной и неизменной длиной базового у шстка § , заведенными на вход группы 48 схем совпаденияна выходе последней появляется
запрет, который через .элемент 45 ИЛИ поступает на ключ 38, закрывая его. В итоге в счетчике 51 получается величина, равная текущей скорости пркатки. После окончания расчетов блоком 20 и получения в счетчике 51 требкемой величины триггер выбора режима возвращается в единичное устойчивое состояние, вновь разрешая расчет предельной скорости в блоке 20. Блок 21 ввода уставок (см.фиг.8) содержит переключатель 52 числа опущенных отбойников, дешифратор 53 коэффициента приведения К и пути разгона SP в зависимости от числа опущенных отбойников. Установленное фактически число отбойников п н§.бирают на переключателе 52, выход которого подан на вход дешифратора 53 С выхода дешифратора 53 коэффициент приведения К подается на блоки 19 и 20, а.путь разгона .SP , на ковром осуществляется разгон металла, заводится на вход блока 20. Цикл работы клапанов , который для конкретного привода является величиной постоянной, заводится на вход блока 19 в виде постоянного н неизменного коэффициента.Блок 22 вывода информации (см. фиг, 9) содержит преобразователь 54 и 55 кода, табло текущей 56 и предельной 57 скоростей прокатки. При наличии разрешения на входе преобразователя 54 кода от .триггера 50 блока 20 и при появлении на другом входе блока 54 текущей скорости прокатки преобразователь кода осуществляет преобразование имеющегося кода скорости прокатки в код, удобный для вывода на табло 56, а также, в случае автоматического управления скоростью прокатки, передает текущую скорость в блок 10. Аналогично, при наличии разрешения от триггера 50 на одном входе преобраз.ователя 55 кода и при наличии предельной скоfpocTH прокатки на другом его входе, преобразователь 55 кода преобразует код предельной скорости прокатки в.код, удобный для вывода на табло 57 для оператора, а также передает предельную скорость прокатки в блок 10. Последний автоматически повышает скорость прокатки до тех пор, пока текущая и предельная скорости не сравняются между собой.
Использование изобретения позволит существенно повысить скорость прокатки и производительность мелкосортных прокатных станов при производстве пруткового материала,
К. достоинствам изобретения относятся: легкость повышения скорости прокатки при прутках любой длины, коэффициентах скольжения на роликах рольганга и коэффициента трения на тормозном механизме, причем не требуются измерители зтих нестационарных технологических параметров; возможность реализации изобретения без больших Материальных затрат или ручном управлении станом или локальной автоматизации процессов управления легкость задания и автоматическое поддержание зон безопасности при формировании команд управления механизмами выходной части стана.
Формула изобретения
1.Способ повышения скорости прокатки на мелкосортном прокатном стане, состоящий в установлении скорости рольганга, отводящего прутки к холодильнику, выше скорости прокатки и начале процесса торможения при попадании торцов прутков и начало активной зоны тормозного механизма, отличающийс я тем, что, с целью повышения производительности при прокатке различных сортаментов, увеличивают скорость рольганга, контролируя положение передних торцов прутков, прекращают увеличение скорости рольганга при достижении передними торцами прутков критической зон в конце холодильника, разгоняют стан до скорости, определяемой по форму, --„IP,-.
nMaicc-SpNn+uip
гдеУп1АсКс предельная скорость прокатки;
Vn - текущая скорость прокатки;
utp - избыточное время разрыва; 5р- расстояние от оси летучих ножниц до начала активной зоны торможения.
2.Устройство для осуществления способа по п. 1, содержащее блок ввода«уставок, два индикатора наличия проката,. установленных на подводящем рольганге - на фикисрованном расстоянии друг от друга, выходы которых соединены с блоком формирования временных интервгшов, о т л ичающееся тем, что оно содержит блек вычисления избыточного времени разрыва между торцами следующих друг за другом прутков, блок вычисления скоростей прокатки, блок запрета измерения и .блок вывода информации, причем к входам блока вычисления избыточного времени разрыва .подключено не менее двух выходов блока формирования временнннх интервалов и выход блока ввода уставок, а выход его подключен к блоку вычисления скоростей, другие входы которого соединены с третьим выходом блока формирования временных интервалов и блоком ввода, уставок, а выход -,с блоком вывода информации, вход блока запрета соединен с выходом ближайшего к холодильнику индикатора наличия проката, а выход - с блоком формирования временных интервалов. 3. Устройство по п, 2, отличающееся тем, что блок вычисления избыточного времени разрыва между торцами следующих друг за другом прутков содержит два ключа, две группы ключей, элемент задержки, схему ИЛИ, группу схем совпадения, регистр памяти и сумматор, причем входы ключей являются входами блока, а -выходы соединены с входами первой группы ключей, выход второго ключа соединен с одним из входов сумматора вход второго. ключа соединен с одним из входов второй группы ключейи с входом элемента задержки ,выход кото рого соединен с одним из входов схемы ИЛИ, второй вход которой соединен с выходом схемы совпадения, а выход с вторым входом сумматора, третий вход которого соединен с выходом пер вой группы ключей, выход сумматора соединен с одним из входов схемы сов падения, Свторым входом второй груп пь1 ключей и с выходом данного блока, выход второй группы ключей соединен с входом регистра памяти, выход кото рого соединен с втором входом схемы совпадения. 4.. Устройство по п. 2, отличающееся тем, что блок вычисления скоростей прокатки содержит три ключа, три группы ключей, сумматор, элемент задержки, две схемы ИЛИ регистр памяти,три группы схем совпадения, триггер выбора режима работы и счетчик скорости прокатки, причем вход первого ключа является входом данного блока и соединен с выходом блока формирования временных интервалов, который соединен также с одним из входов второй группы ключей и входом элемента задержки, выход которого соединен с одним из входов третьего ключа и первой схемы ИЛИ, выход первого ключа соединен с первым входом второго ключа и цервым входом первой группы ключей, второй вход которой соединен с блоком ввода уставок, а третий - с нулевым выходо триггера выбора режима работы, который также соединен с первыми входами первой и третьей групп схем совпадения, вторые входы которых соединены с выходом сумматора, который в свою очередь соединен с вторым входом вто рой группы схем совпадения и с вторым входом второй группы ключей; при Зтом выходы первой и второй групп схем совпсщения соединены с входами второй схемы ИЛИ, выход которой соединен с вторым входом третьего ключа, выход которого соединен с первым входом третьей группы ключей и с входом счетчика скорости прокатки, один из выходов которого соединен с одним из входов блока вывода информации, а второй - с управляющим -входом триггера, единичный выход которого соединен с первым входом второй группы схем совпадения и с вторыми входами второго ключа и блока вывода информации, выходтретьей группы схем совпадения соединен с вторым входом первой схемы ИЛИ, выход которой соединен с первым входом сумматора, второй вход которого соединен с выходом второго ключа и третийVвход - с выходом первой группы ключей, третий вход третьей группы схем совпадения соединен с выходом блока вычисления избыточного времени разрыва между торцами следующих друг за другом прутков, а третий вход первой группы схем совпадения - с вторым выходом блока ввода уставок выходы второй Группы ключей соединены с входом регистра памяти, выход которого соединен с вторым входом третьей группы ключей, нулевой выход триггера соединен с третьим входом блока вывода информации. 5. Устройство, tio п. 2, -отличающееся тем, что блок запрета измерений содержит два индикатора наличия проката и триггер ,при этом первый индикатор соединен с нулевым входом триггера, а второй - с eдиничныIvI i входом триггера, выход которого соединен с входом блока формирования временных интервалов., -6. Устройство по п. 2, отличающееся тем, что блок вывода информации содержит два преобразователя кода, табло текущей и табло предельной скоростей прокатки, при этом входы преобразователей кода соединены с выходом блока ВЕЛЧИСЛВНИЙ текущей и предельной скорости прокатки, а выходы соответственно - с табло текущей, с табло предельной скорости прокатки и с блокомуправления скоростью прокатки. Источники информации, принятые во внимание при экспертизе 1 . Праздников А.В. и др. Автоматизация непрерывных мелкосортных станов. М., Металлургия, 1975. 2. Авторское свидетельство СССР 498053, кл. В 21 В 39/00, 1975 (прототип). Sf,H W гг fj Фиг.2 2s
QQ



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управленияМЕХАНизМАМи пЕРЕКлАдКи пРОКАТА HA ХОлО-дильНиК | 1979 |
|
SU835547A2 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1975 |
|
SU602251A2 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1972 |
|
SU563202A1 |
| Устройство управления скоростью непрерывного стана | 1982 |
|
SU1053919A1 |
| Универсальный агрегатированный стан с порезкой проката на ходу | 1986 |
|
SU1315064A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Способ управления скоростным режимом при реверсивной прокатке и устройство для его осуществления | 1989 |
|
SU1632538A1 |
| Система автоматического управления реверсивным прокатным станом | 1985 |
|
SU1268233A1 |
17
±r
19
(
К
w
гг
n
г
д
б
t
О
fff
v.M.
20
Ч
tff
nttOKC KtnAtp
гг
Фо. 3
г
s
д
D
17
..J
г, i I
Фог. S .
I ТП
zi
фуг. ff
Г
г;л
г-4J-i
iSK
Hfl
,
ff3
Srj
л Фиг. 8
j го
56
57
VnV,
1 W
nm
