1
Изобретение относится к области холодной обработки металлов давлением « может быть использовано для лодач.и полосового материала в рабочую зону пресса.
Известно устройство для подачи полосового материала в рабочую зону пресса, содержащее толкающий и тянущ.ий захватные органы, приводимые в дей-ствие пневмоцилиндрами, связанными с пневматической системой, в которую Включены клапан управления и двуплечий рычаг контроля наличия полосы.
Для повыщения точности шага подачи и обеспечения подачи заднего конца полосы в рабочую зону .пресса предлагаемое устройство снабжено дополнительной пневматической системой переключения захватных органов, содержащей два дополнительных клапана, каждый из которых соединен с пневмоцилиндрами одного ИЗ захватных органов, а также дополиительным пневмоцилиндром, управляющем через копир, дополнительно установленный и шарнирно зак|репленный на одном из плеч двуплечего рычага, клапаном переключения, также дополнительно 1встроенным IB систему и связанным с упомянутым клапаном управления и дополнительными клапанами.
Дополнительный пневмоцилиндр соединен с полостью холостого хода пневмоцилиндра толкающего захватного органа.
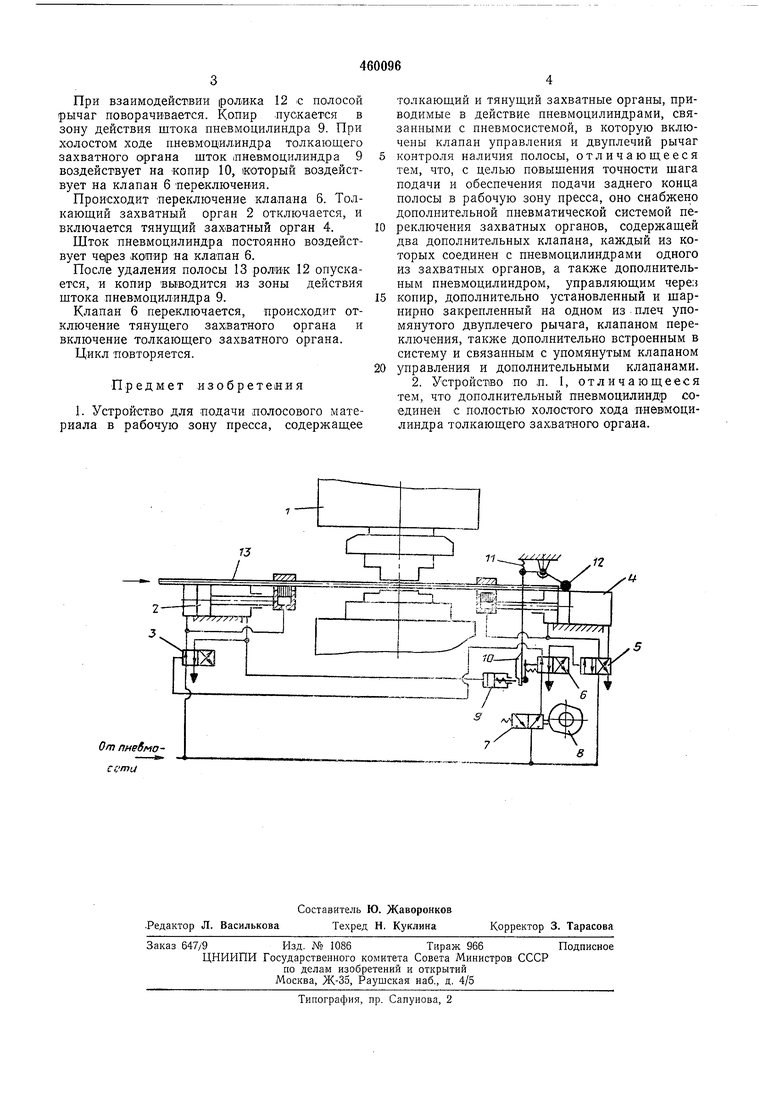
На чертеже -изображено предлагаемое устройство с пневматической системой, общий ид.
Устройство для подачи полосового материала щ рабочую зону пресса соде|ржит пресс I, с одной стороны которого размещен толкающий захватный орган 2 ,и клапан 3, с другой - тянущий захватный орган 4 и клапан 5.
Клапаны 3 и 5 управляются через клапан 6 переключения, а клапан 7 управления управляется от кулачка 8.
Клапан 6 переключения управляется щтоком пневмоцилиндра 9 через копир 10, установленный щарнирно на одном .из плеч дву.плечего рычага 11, на втором плече которого
смонтирован ролик 12, взаимодействующий с
полосой 13.
Пневмоцилиндр 9 соединен с полостью холостого хода пневмоцилиндра толкающего захватного органа 2.
Устройство работает следующим образом. Сжатый воздух из сети поступает к клапанам 3, 5 и 7. Клапаны 3 и 5 являются двухпозиционными.
Кондицировавие клапана 3 осуществляется клапаном 7 управления через . 6 переключения, что обеспечивает работу толкающего захватного органа.
При взаимодействии ролика 12 с полосой рычаг поворачивается. Копир .пускается в зону действия штока пневмоцилиндра 9. При холостом ходе пневмоцилиндра толкающего захватного органа шток лневмоцилиндра 9 воздействует на копир 10, который воздействует на клапан 6 переключения.
Происходит Переключение клалана 6. Толкающий захватный орган 2 отключается, и включается тянущий захватный орган 4.
Шток пневмоцилиндра постоянно воздействует че|рез копир на клапан 6.
После удаления полосы 13 ролик 12 опускается, и копир выводится из зоны действия штока пневмоцилиндра 9.
Клапан 6 переключается, происходит отключение тянущего захватного органа и включение толкающего захватного органа.
Цикл повторяется.
Предмет изобретения
1. Устройство для подачи полосового материала в рабочую зону пресса, содержащее
толкающий и тянущий захватные органы, приводимые в действие пневмоцилиндрами, связанными с пневмосистемой, в которую включены клапан управления и двуплечий рычаг
контроля наличия полосы, отличающееся тем, что, с целью повышения точности шага подачи и обеспечения подачи заднего конца полосы в рабочую зону пресса, оно снабжено дополнительной пневматической системой переключения захватных органов, содержащей два дополнительных клапана, каждый из которых соединен с пневмоцилиндрами одного из захватных органов, а также дополнительным пневмоцилиндром, управляющим черен
копир, дополнительно установленный и шарнирно закрепленный на одном из плеч упомянутого двуплечего рычага, клапаном переключения, также дополнительно встроенным в систему и связанным с упомянутым клапаном
управления и дополнительными клапанами. 2. Устройство по л. 1, отличающееся тем, что дополнительный пяевмоцилиндр соединен с полостью холостого хода лневмоцилиндра толкающего захватного органа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерного материала в зону обработки | 1983 |
|
SU1107931A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1975 |
|
SU521049A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1981 |
|
SU1013048A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1976 |
|
SU617131A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1986 |
|
SU1371746A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1978 |
|
SU742005A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1978 |
|
SU904845A1 |
| Устройство для подачи полосового материала в рабочую зону пресса и удаления обработанного материала | 1983 |
|
SU1143499A2 |
| Технологический модуль для объемной штамповки | 1988 |
|
SU1648607A1 |
От пнебмоCimu
