00 4;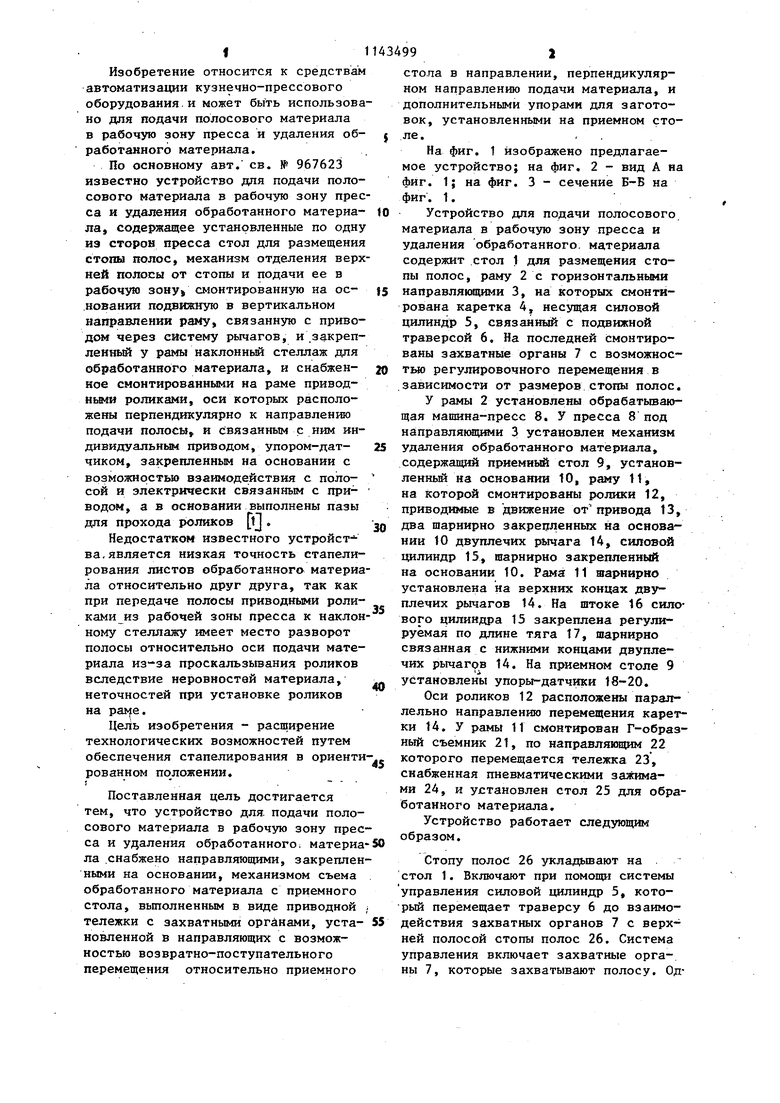
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового материала в рабочую зону пресса и удаления обработанного материала | 1981 |
|
SU967623A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1682019A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство для вырубки деталей из полосового материала | 1980 |
|
SU869915A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1984 |
|
SU1197763A1 |
| Устройство для отделения полосового материала от стопы | 1985 |
|
SU1378993A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |

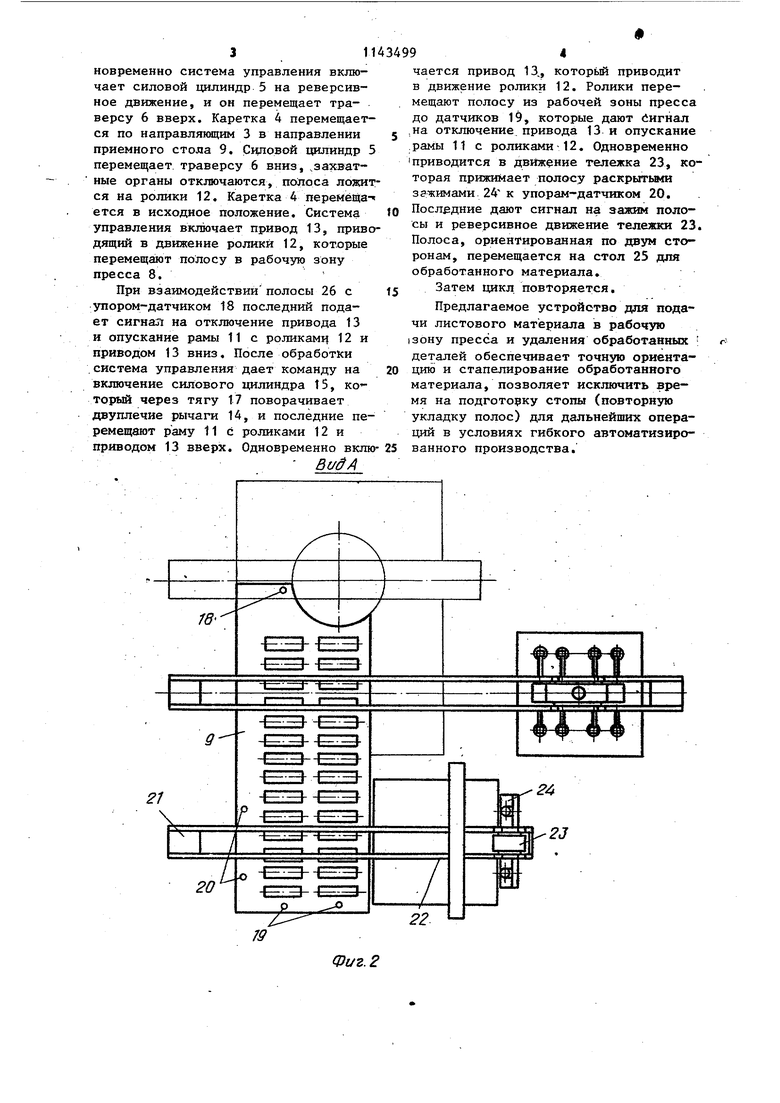
УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСОВОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА И УДАЛЕНИЯ ОБРАБОТАННОГО МАТЕВСЕСОЮЗЙДЯ ПАТЕНТНО. А TEXJfffJKC.Vig smmormn РИАЛА по авт. св. № 967623, отличающееся тем, что, с. целью расширения технологических возможностей путем обеспечения стапелирования в ориентированном положении, оно снабжено направляющими, закрепленными на основании, механизмом съема обработанного материала с приемного стола, выполненным в виде приводной тележки с захватными органами, установленной в направляющих с возможностью возвратно-поступательного перемещения относительно приемного стола в направлении, перпендикулярном направлению подачи материала, и дополнительными упорами, для п заготовок, установленными ра приемном столе.
Фе/г. / f Изобретение относится к средствам автоматизации кузнечно-прессового оборудования,и может быть использова но для подачи полосового материала в рабочую зону пресса и удаления обработанного материала. По основному авт. св. № 967623 известно устройство для подачи полосового материала в рабочую зону прес са и удаления обработанного материала, содержащее установленные по одну из сторон пресса стол для размещения стопы полос, механизм отделения верх ней полосы от стопы и подачи ее в рабочую зону смонтированную на основании подвижную в вертикальном направлении раму, связанную с приводом через систему рычагов, и закрепленный у рамы наклонный стеллаж для обработанного материала, и снабженное смонтированными на раме приводными роликами, оси которых расположены перпендикулярно к направлению подачи полосы, и связанным с ним индивидуальным приводом, упором-датчиком, закрепленным на основании с возможностью взаимодействия с полосой и электрически связанным с приводом, а в основании выполнены пазы для прохода роликов lj . Недостатком известного ycтpoйcт ва,является низкая точность стапелирования листов обработанного материа ла относительно друг друга, так как при передаче полосы приводными роликами из рабочей зоны пресса к наклон ному стеллажу имеет место разворот полосы относительно оси подачи материала из-за проскальзьгоания роликов вследствие неровностей материала, неточностей при установке роликов на . Цель изобретения - расширение технологических возможностей путем обеспечения стапелирования в ориенти рованном положении, ..- - . Поставленная цель достигается тем, что устройство для. подачи полосового материала в рабочую зону прес са и удаления обработанного: материа ла .снабжено направляющими, закреплен ными на основании, механизмом съема обработанного материала с приемного стола, вьтолненным в виде приводной тележки с захватными органами, установленной в направляющих с возможностью возвратно-поступательного перемещения относительно приемного 992 стола в направлении, перпендикулярном направлению подачи материала, и дополнительными упорами для заготовок, установленными на приемном сто.ле., . На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-В на фиг. 1. Устройство для подачи полосового материала в рабочую зону пресса и удаления обработанного, материала содержит .стол 1 для размещения стопы полос, раму 2 с горизонтальными направлякшудаи 3, на которых смонтирована каретка 4, несущая силовой цилиндр 5, связанньй с подвижной траверсой 6. На последней смонтированы захватные органы 7 с возможностыо регулировочного перемещения в зависимости от размеров стопы полос. У рамы 2 установлены обрабатывающая машина-пресс 8. У пресса 8 под направлякйцими 3 установлен механизм удаления обработанного материала, содержащий приемный стол 9, установленньй на основании 10, раму t1, на которой смонтированы ролики 12, приводимые в движение от привода 13, два щарнирно закрепленных на основании 10 двуплечих рычага 14, силовой цилиндр 15, шарнирно закрепленный на основании 1О. Рама 11 шарнирно установлена на верхних концах двуплечих рычагов 14. На штоке 16 силового цилиндра 15 закреплена регулируемая по длине тяга 17, шарнирно связанная с нижними концами двуплечих рычагов 14. На приемном столе 9 установлены упоры-датчики 18-20. Оси роликов 12 расположены параллельно направлению перемещения каретки 14. У рамы 11 смонтирован Г-образный съемник 21, по направляющим 22 которого перемещается тележка 23, снабженная пневматическими зажимами 24, и установлен стол 25 для обработанного материала. Устройство работает следующим образом. Стопу полос 26 укладьшают на стол 1. Включают при помощи системы управления силовой цилиндр 5, который перемещает траверсу 6 до взаимодействия захватных органов 7 с верхней полосой стопы полос 26. Система управления включает захватные органы 7, которые захватывают полосу. Одповременно система управления включает силовой цилиндр 5 на реверсивное движение, и он перемещает траверсу 6 вверх. Каретка 4 перемещается по направляющим 3 в направлении приемного стола 9. Сиповой цилиндр 5 перемещает траверсу 6 вниз, .захватные органы отключаются, полоса ложится на ролики 12. Каретка 4 перемёща- ется в исходное положение. Система управления включает привод 13, приводящий в движение ролики 12, которые перемещают полосу в рабочую зону пресса 8,
При взаимодействии полосы 26 с упором-датчиком 18 последний подает сигнал на отключение привода 13 и опускание рамы 11 с роликам 12 и приводом 13 вниз. После обработки .система управления дает команду на включение силового цилиндра 15, который через тягу 17 поворачивает двуплечие рычаги 14, и последние перемещают раму 11 с роликами 12 и приводом 13 вверх. Одновременно вклю
- Ви&А
чается привод 13,, которьй приводит в движение ролики 12. Ролики перемещают полосу из рабочей зоны пресса
до датчиков 19, которые дают йигнал ,на отключение привода 13 и опускание рамы 11 с роликами-12. Одновременно Iприводится в движение тележка 23, которая прижимает полосу раскрытьми зажимами 24 к упорам-датчиком 20. Последние дают сигнал на зажим полосы и реверсивное движение тележки 23 Полоса, ориен-гированная по дазгм сторонам, перемещается на стол 25 для обработанного материала. Затем цикл повторяется.
Предлагаемое устройство для подачи листового материала в рабочую 130НУ пресса и удаления обработанных
деталей обеспечивает точную ориентацию и стапелирование обработанного материала, позволяет исключить время на подготовку стопы (повторную укладку полос) для дальнейших операций в условиях гибкого автоматизированного производства.
mi mismm&&&m
Л-
atf
42 П
crt
7 I
75
Фtfг.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| Устройство для подачи полосового материала в рабочую зону пресса и удаления обработанного материала | 1981 |
|
SU967623A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
