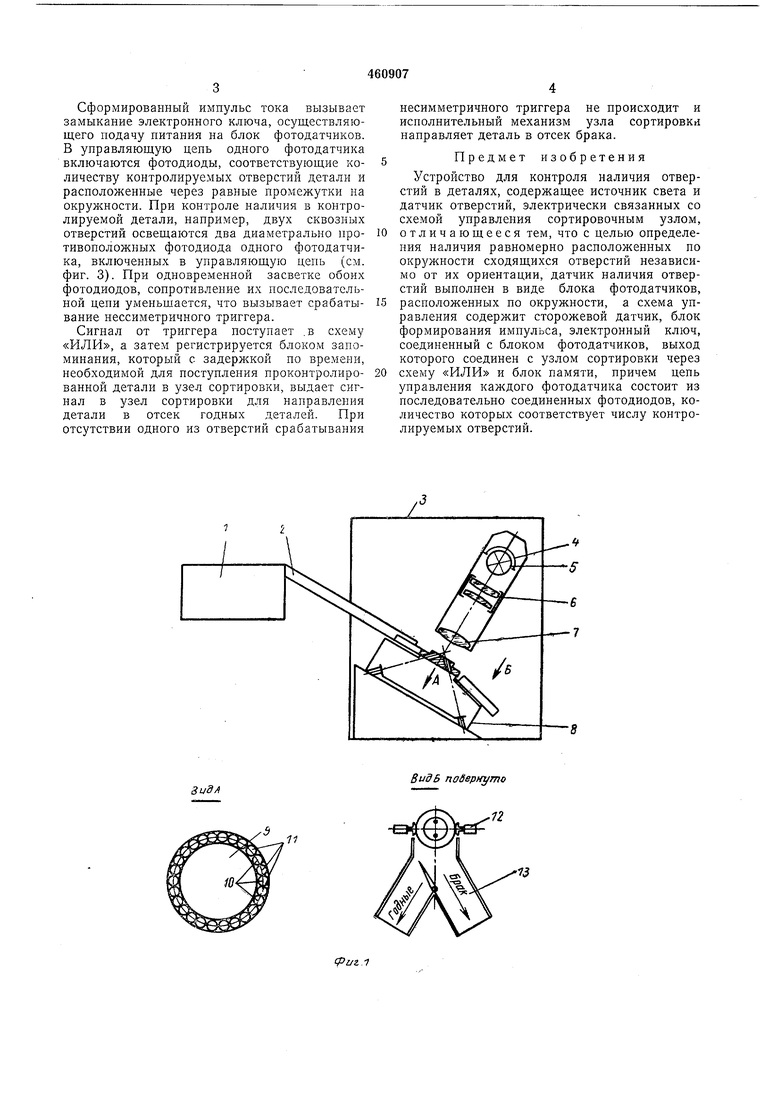
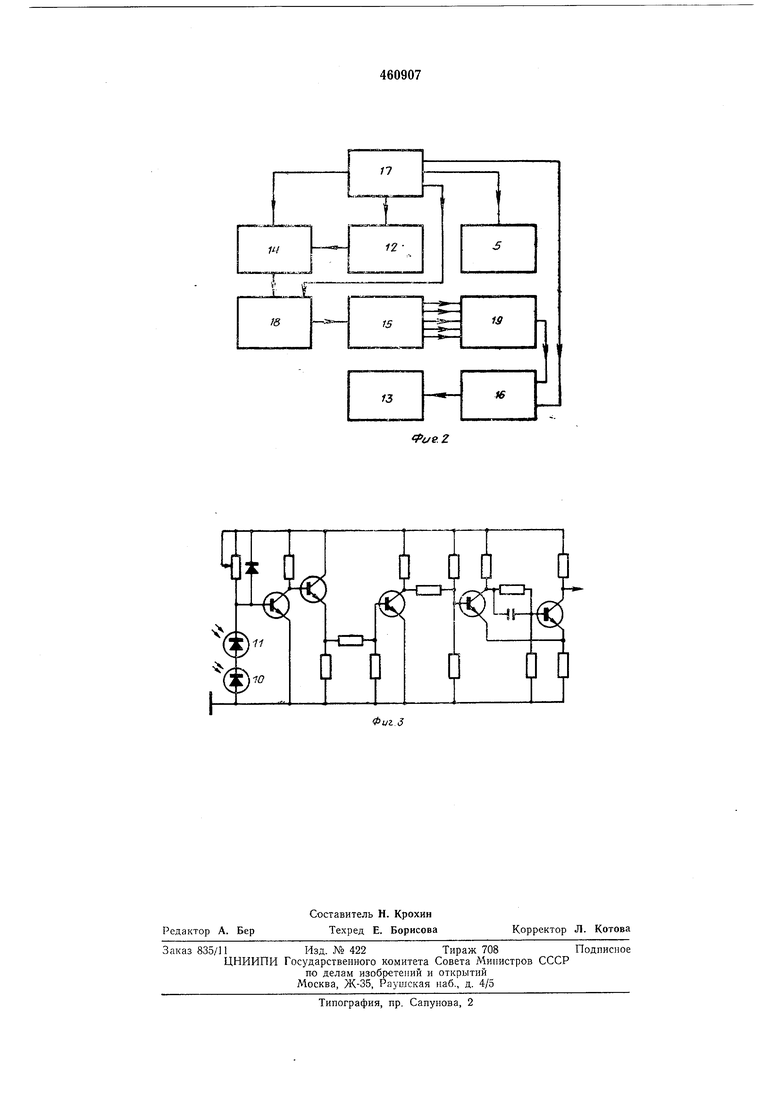
Изобретение относится к контрольно-измерительной технике и предназначено для сортировки цилиндрических деталей со сходящимися отверстиями. Известны устройства для непрерывного контроля наличия отверстий в полупрозрачных и плотных пленках, содержащие источник света и датчик наличия отверстий, расположенные с разных сторон контролируемого изделия. Однако эти устройства не могут быть использованы при поштучном контроле деталей формы тел вращения со сходящимися отверстиями. Целью изобретения является определение наличия равномерно расположенных по окружности сходящихся отверстий независимо от их ориентации. Для этого датчик наличия отверстий выполнен в виде блока фотодатчиков, расположенных по окружности, а схема управления содержит сторожевой датчик, блок формирования импульса, электронный ключ, соединенный с блоком фотодатчиков, выход которого соединен с узлом сортировки через схему «ИЛИ и блок памяти, причем цепь управления каждого фотодатчика состоит из последовательно, соединенных фотодиодов, число которых соответствует числу контролируемых отверстий. На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - блок-схема электронной части устройства; на фиг. 3 - принципиальная схема фотодатчика контроля. Устройство содержит вибробункер 1, направляющий лоток 2, внешнюю камеру 3, рефлектор 4, источник света 5, конденсатор 6, объектив 7, светонепроницаемой камеры 8 и корпус фотодатчиков 9. Схема управления включает фотодиоды 10 и 11, сторожевой контактный датчик 12 и узел сортировки 13. Сторожевой датчик 12, источник света 5, блок 14 формирования импульса, блок фотодатчиков 15 и блок памяти 16 электрически связаны со стабилизированным источником питания 17. Сторожевой датчик 12 через блок 14, электронный ключ 18, блок 15, схему «ИЛИ 19 и блок 16 электрически связан с узлом сортировки 13. Устройство работает следующим образом. Из вибробункера 1 по лотку 2 деталь поступает на контрольную позицию камеры 8. На деталь, находящуюся на контрольной позиции, при помощи рефлектора 4, источника света 5, конденсатора 6 и объектива 7 направляется сходящийся поток света (см. фиг. 1). В момент прохождения деталью контрольной позиции происходит замыкание контактов сторожевого датчика 12, сигнал с которого поступает на схему формирования импульса.
Сформированный импульс тока вызывает замыкание электронного ключа, осуществляющего нодачу питания на блок фотодатчиков. В управляющую цепь одного фотодатчика включаются фотодиоды, соответствующие количеству контролируемых отверстий детали и расположенные через равные промежутки на окружности. При контроле наличия в контролируемой детали, например, двух сквозных отверстий освещаются два диаметрально противоположных фотодиода одного фотодатчика, включенных в управляющую цепь (см. фиг. 3). При одновременной засветке обоих фотодиодов, сопротивлепие их последовательной цепи уменьщается, что вызывает срабатывание нессиметричного триггера.
Сигнал от триггера поступает .в схему «ИЛИ, а затем регистрируется блоком запоминания, который с задержкой по времени, необходимой для поступления проконтролированной детали в узел сортировки, выдает сигнал в узел сортировки для направления детали в отсек годных деталей. При отсутствии одного из отверстий срабатывания
несимметричного триггера не происходит и исполнительный механизм узла сортировки направляет деталь в отсек брака.
5Предмет изобретения
Устройство для контроля наличия отверстий в деталях, содержащее источник света и датчик отверстий, электрически связанных со схемой управления сортировочным узлом,
0 отличающееся тем, что с целью определения наличия равномерно расположенных по окружности сходящихся отверстий независимо от их ориентации, датчик наличия отверстий выполнен в виде блока фотодатчиков,
5 расположенных по окружности, а схема управления содержит сторожевой датчик, блок формирования импульса, электронный ключ, соединенный с блоком фотодатчиков, выход которого соединен с узлом сортировки через
0 схему «ИЛИ и блок памяти, причем цепь управления каждого фотодатчика состоит из последовательно соединенных фотодиодов, количество которых соответствует числу контролируемых отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| Устройство для счета деталей | 1986 |
|
SU1410077A1 |
| Устройство для сортировки деталей | 1990 |
|
SU1801621A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Устройство для сортировки деталей | 1991 |
|
SU1787591A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для контроля и транспортировки деталей | 1986 |
|
SU1416968A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ ДЛЯ МИНИАТЮРНЫХ ЦИЛИНДРИЧЕСКИХ НЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2700961C1 |
| Автомат для контроля деталей преимущественно типа колпачков | 1986 |
|
SU1416212A1 |
ЗидА
