т
SWK.
ю
« тг
с:ддвйт
. I
Изобретение ;: Т:ин:ится ь но-сортировочной технике, а именно, к устройствам для многопараметровогс- контроля детале, преимущественно типа колпачкои о
Цель изобретения - расширение функциональных возможностей и повышение надежности работы
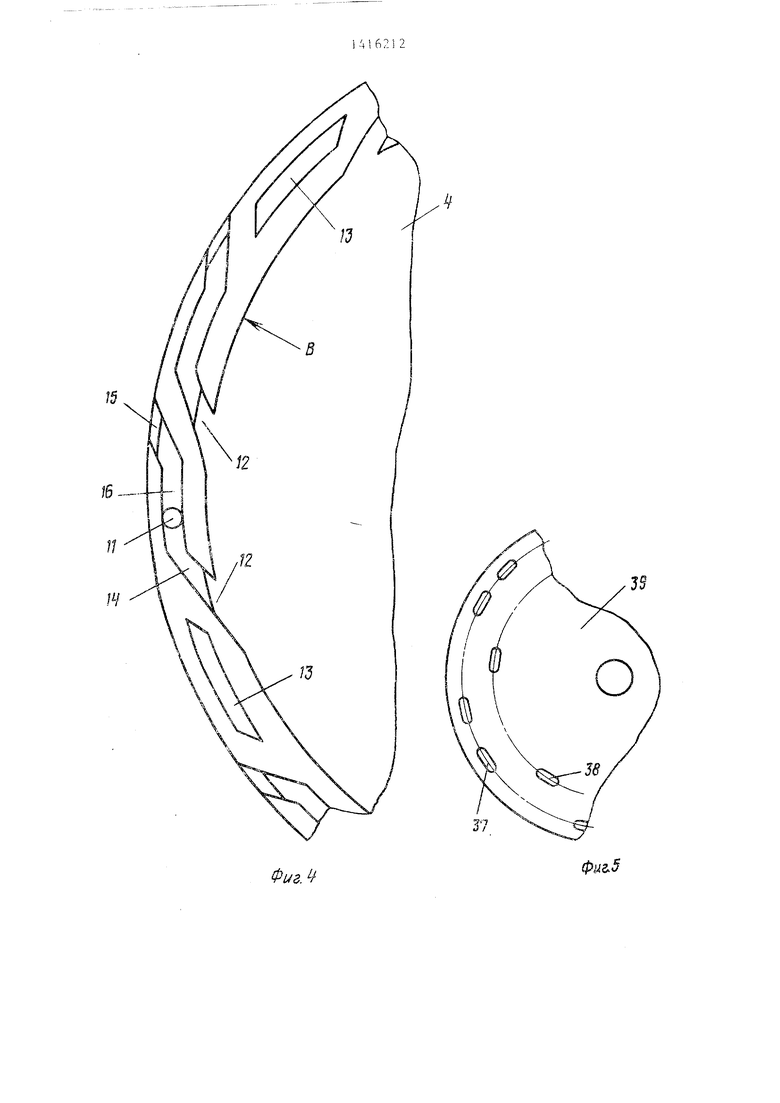
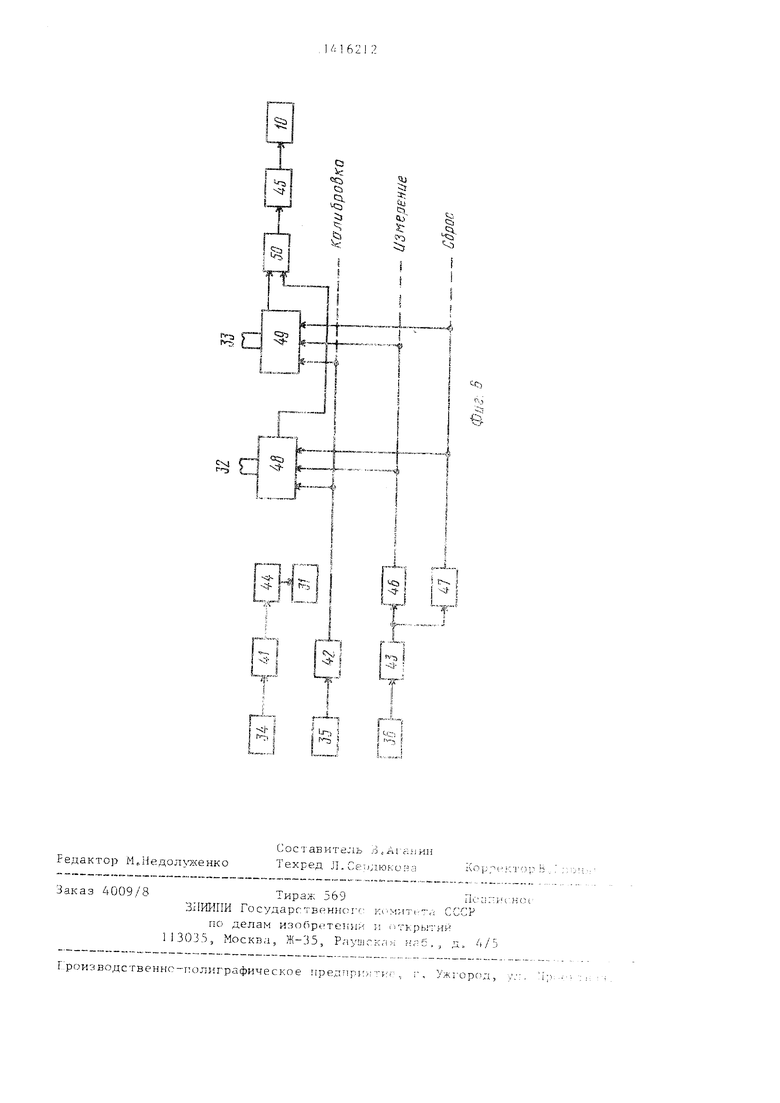
На фигс изображен автомат, об- ;ций вид; на фиг 2 - разрез А-А на фиг«1, по измеритечьной станции; на фиг о 3 -- то же, по формирующему диску; на фиг 4 фрагмент транс- портного диска; ла фигч 5 - фраг мент диска угловых перемещений; на ()Иг S 6 блок-схема системы обработ 1СИ информации
Автомат для контроля деталей содержит основание 1, на котором уста- новлены вибробункер 2 с наклонным лотком Зэ транспортный диск 4 с электроприводом 5, формирующий диск 6 с виброприводом 7з вертикальные лита тели 8, размещенные между транспортным 4 и формирующим 6 дискамиэ измерительные станции 9, систему 10 обработки измерительной информации н механизм сортировки о
Транспортный диск 4 предназначен для пошт гчной подачи деталей 1 1 на измерительные позиции. Он имеет на периферийной части рабочие 12 и калибровочные 13 фигурные пазЫо Каждый из рабочих пазов включает в себя тангенциально направленные входной 14 к выходной 15 участки, а также средний участок 6э расположенный пс ;i,y- 1-е транспортного диска 4 Калибро- Еочные пазы 13 вьтолнены пс форме среднего участка 16о В нижь;ей части 1-ранспортного диска 4 по его перифа jf HH вьшолнена кольцевая проточка 17s ширина которой не меныис ширины среднего участка 16 рабочее о фигур- кото паза
Формирующий диск 6 предмазначен для накопления ориентированных деталей 5 постулаюш.нх из вибробункера 2 и для формирования потеков цет лей по числу измеритепьных станций 9о Диск 6 состоит из нижнего 18 и верхнего 19 оснований, периферийная часть которых имеет коническук форм Такая форма диска 6 обеспечивает надежную подачу деталей к входу в вертикальные питатели 8« Ни-жнее основа ние 18 имеет равномерно расположенные по окружности входные пазы 20 и
5
0
0
С
5
1.э).; 0д1ные ;1азь /- рас п ложе i-iHhi жрукности и имеющие: на участке скос: 22, обеспечи} йкч )и ворог детали ) на г Ори зи;; ; riji : iiOjKi/кения в tjepi икй. , 1ежл
ним 19 и НИЖ})ИМ 18 ОСНОНЯТ1ИЯМ :
яан проходной J, 5иброп иод 7 прикрепле к ;;иску /;а , к находится на амортиза : . реиленных на платформе ./ft, ;.ч; г ле(П1(5Й с; помощью стокк не ЛОР: на (JCHOB3HHH ; ,
Лля подачи д С; т ал ей ; с (Ьор щего диска о на вход рябочег о него паза 1 2 транспортноус ;:ис имеется неподвил;} ый пис. 2/ :: альнымн пазами 2«, на которо : мощью подпрлокиненньгк унир.:) 29 новлено кольцо Зи с злек ; ро; яг приводом 31.
измерительная статшк состоит из нижнег О индуктизног образовйтеля 32,, неподвижно за ленног о на основании 1 , и но;: го подвижного ин1 уктивногс г:;)е зова теля 33, ycTaHOBneiJHo:-: ; :;:
(л1стема обработки }1з:-; pin e/i информации 3 качестве чу) эле - ентоБ использует датчик у) перемещений 34 подачи ко; :а опускание кольца 30, датчик j: ровоч;зой позиции и датчик 3 положения кольца 30 Ьсе латч; лизонаны на основе оптоэлйктр : парыс Датчики З-ч и 3:J устаион. соответственно против nj5ope; e; 38 диска 39 углоБых iieprMei.it н;- датчик 36 - на Д1:ске 2/, i:v-H4t Ш орка 40 закреплена па :;;;; -:. кольцг 30,
Б систему обработк: : инфс-;: i входят также формиропател - . - 1 ических скгналоЕ:. ::JjiGKTj:4;}i::: i; чи 44 л О. с:{е;ча заде вибрй ор 47 „ устройства -- :- - электромагнитног; :)о::.; , : совпадения 50,
Автомат работает cj.it.n :oinv: i зоМо
Поток ориентирочаипьп-: ,:. ,: тупаст из вибробункера 2 --о с му лсггку 3 в фсрг;ирую;дпк Д1:; , -Вследствие вибрации этсгс пи ли соверша-от круговое движсп|;: поверхность Б ллска, ; jiae зо входные пазы 20, :-iaTt:: .Fbie пазы 21 и с no;,,:i;jbiu LKC
переводятся в вертикальное положение и поступают в вертикальные питатели 8о Затем детали поступают на по- EiepxHOcTb вращающегося транспортного диска 4 и обкатывают поверхность В, при этом передняя деталь потока с помощью входного участка 14 рабочего фигурного паза 12 отсекается от потока, попадает на средний участок 16 этого паза и базируется на нижнем индуктивном преобразователе 32 При этом диск угловых перемещений 39 повернется таким образом, что прорезь 37 установится напротив датчика 34 угловых перемещений, который через формирователь логических сигналов 41 и электронный ключ 44 подкл}очи-т электромагнитный привод 31 кольца 30« Кольцо 30 опускается вместе с установленный на нем верхним индуктивным преобразователем 33, шторка 40 датчика 36 перекроет этот датчик и через формирователь сигналов 43 и схему задержки 46 даст команду устройствам 48 и 49 электромагнитного контроля, которые произведут оценку качества поверхности контролируемых деталей и выдадут информацию на схему 50 совпадения Если деталь окажется бракованной, то включается привод механизма 10 сортировки подготавливая заслонку этого механизма к приему детали При дальнейшем вращении транспортного диска 4 прорезь 37 перекроется, привод 31 кольца 30 выключится, кольцо поднимется вверх, деталь через выходной участок 15 рабочего фигурного паза 12 попадет в определенный отсек механизма сортировки 10о При поднятии кольца 30 сра батьшает датчик 36 и через формирователь 43- логических сигналов, электронные ключи 44 и 45, схему 46 за- деряа и и одновибратор 47 формируется импульс сброса, возвращающий в исходное положение устройства 48 электромагнитного контроля. В исходное положение устанавливается и заслонка механизма 10 сортировки, если до этого она находилась в положении брак.
Во время подхода к индуктивным преобразователям 32 и 33 калибровочного фигур юго паза 13 прорезь 38 на диске 39 угловых перемешений отк- рьюает датчик 35 салибровочной пози- цми, который через формирователь логических сигналов 2 пpoизвc,ит автоматическую калибровку устройств электромагнитного контроля при отсутствии детали. Число чередующихся ра- бочих 12 н калибровочных 13 фигурных пазов обусловленс действием конкретных дестабилизирующих факторов
о р м у
изобретения
10
i о Автомат для контроля деталей преимущественно типа колпачков, содержащий основание;, виброб т кер с наклонныг-i лотком, транспортный диск с равнорасположенньц-1и по ег о периферийной части ф1 гурными пазами, каждый из которььч вк;1ючает тангенциально направг1еннь;е входной и выходной участки и средний участок,нап- равленный по дуге о:-.р т;сности диска, измерительные станции, каждая из которых включает неподвижный и подвижный индуктивные преобразователи, сис- тему обработки из 5epктeлы oй ннформа- включающую фотодатчики и три формирователя логических сигналов, и механизм сортировки с управляемыми заслонками,, отличающий- с я TeMf что, с целью расширения функционз-льных возможностей и повы- щения надехностч работы, он снабжен установленньм над транспортным диском и соосно формирующим диском с выходными каналами, виброприводом формирующего диска, вертикальными питателями по числу измерительных станций, размещенными между транспортным диском и каналами формирующего диска, причем транспортный диск выполнен с кольцево проточкой шириной не менее ширины среднего участка фигурного паза и с калибровочными сквозньг- и дугообразньми пазами, при этом кольцевая проточка выпол- йена на нижней плоскости транспортного дискар а сквозные калибровочные пазы расположены между фигурными пазами о
2, Автомат по п, отличающийся тем, что система обработки измерительной информации снабжена электронньг- и к.ш-эчани, схемой задержки, однозибраторами, средствами
электромагнитного контроля, схемой совпадения и .электромагнитным приводом, при этом первый фopмиpoвaтeJJЬ сигналов связан с электромагнитным приЕОлом. втоьой - со средствами
3neKTDONfanii-n -ог - глг-г лг Л
ТЗрвЗ я. IP рительиьгки зход;;:м: /гедг:- зл. магнитного коттропь, с чепг вибратор с входом Сбпр гч контроля, входы средств - т:-:т
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля деталей | 1984 |
|
SU1235556A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Устройство для управления сортировкой изделий | 1987 |
|
SU1532095A1 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| Автомат для контроля и сортировки ферромагнитных деталей | 1983 |
|
SU1163918A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
| Автомат для контроля и сортировки цилиндрических деталей | 1983 |
|
SU1148656A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Автомат для контроля и сортировки герконов | 1980 |
|
SU990337A1 |

Х,Х a-rir
f-. - О .- i- ;-:i ,-: Vr
,,,,19|Щ ll&gSj,,,., feu2u;6i :- is : г|«|;/ Й: й
П.7ТЕЛД -
ч,-чайй«шг 1й%:
„
:
r..- ; %.. ,te
i
K
Фиг. f
| Автомат для контроля деталей | 1984 |
|
SU1235556A1 |
