1
Изобретение относится к области трубопрокатного нроизводства, в частности к приводу валков нилигримового стана холодной прокатки труб.
Известны приводы валков стана холодной прокатки труо, включающие установленные с двух сторон валков шестерни, взаимодействуюш,ие с ними продольно перемещаемые рейки и дополнительные рейки, находящиеся в зацеплении с шестернями и расположенные по другую сторону от последних.
Расстояние между валками определяется в известных приводах взаимным положением верхних и нижних опорных плит, и деформация заготовки осуществляется как при прямом, так и при ооратном ходе валков.
При изготовлении труб из труднодеформируемых сталей при больших оожатиях происходит растрескивание концов труб, осооенно при обратном ходе валков.
Для того, чтобы предотвратить деформацию заготовки при обратном ходе валков предложенный привод снабжен двумя приводными от продольно перемещаемых реек редукторами, на выходном валу каждого из которых установлен двухдисковый профильный кулачок, взаимодействующий одним диском с роликом, жестко установленным на подпружиненной в продольном направлении дополнительной рейке, а вторым диском - с роликом.
расположенным на рычаге шарнирно закрепленном на дополнительной рейке, имеющей упор ДЛЯ другого конца рычага.
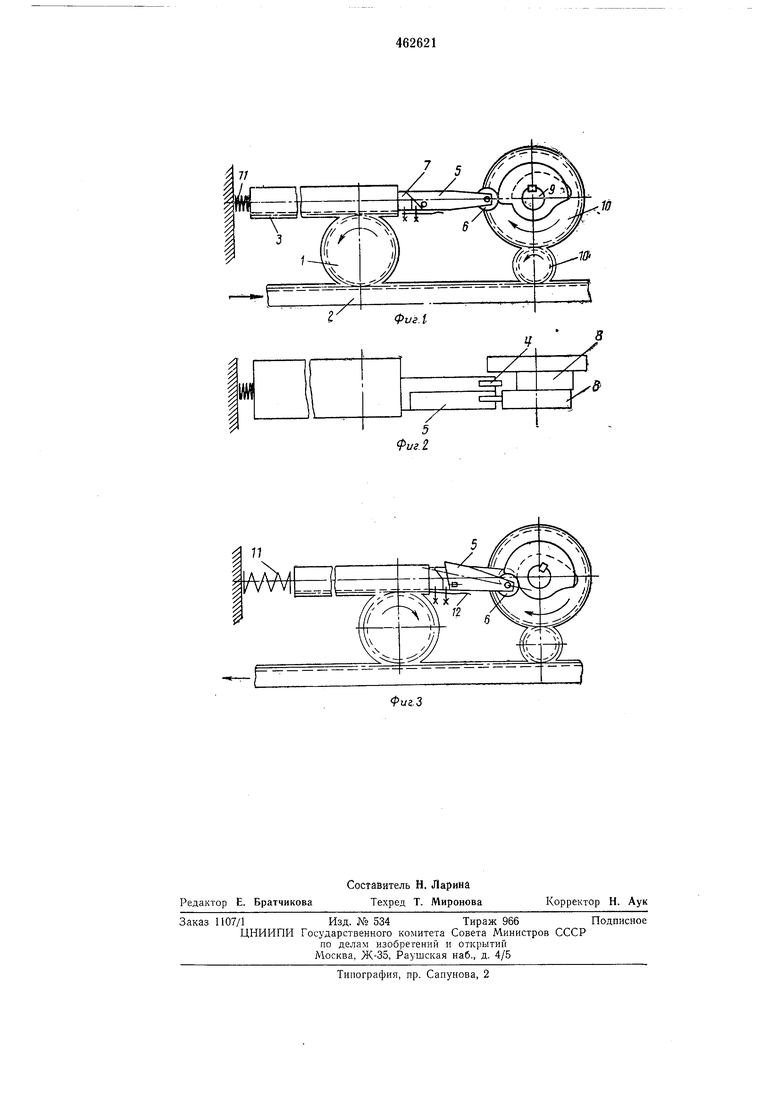
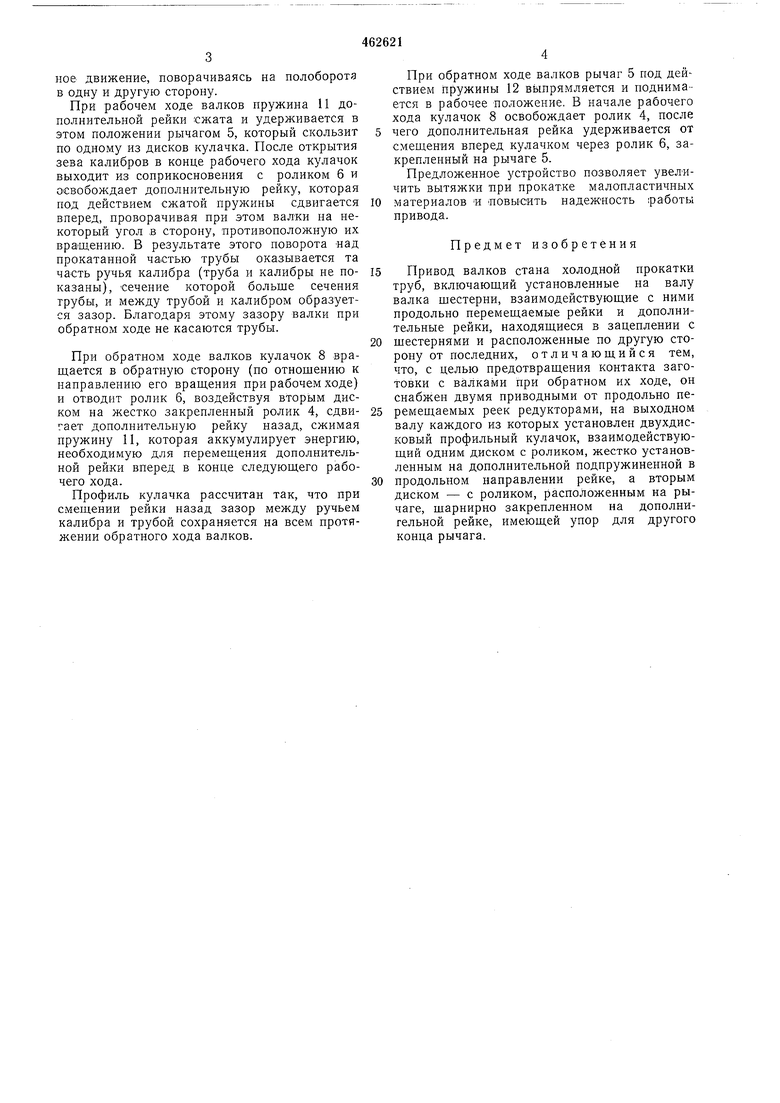
На фиг. 1 изображен общий вид предлагаемого привода валков стана холодной прокатки; на фиг. 2 - то же, вид сверху; на фиг. 3 - второе положение дополнительной рейки в конце рабочего хода.
Привод рабочих валков содержит установленные с обеих сторон валка шестерни 1, каждая из которых взаимодействует с перемещаемой в продольном направлении рейкой 2, связанной с приводом (на чертежах не указан) и расположенной по другую сторону шестерни дополнительной подпружиненной в продольном направлении рейкой. Дополнительная рейка составная - имеет зубчатую нарезку а, жестко установленный на ней роЛИК 4, шарнирно закрепленный на ней рычаг 5 с роликом 6 и упор 7.
Зубчатой нарезкой дополнительная рейка находится в зацеплении с шестерней валка, а своими роликами взаимодействует с двухдисковым профильным кулачком Ь, который установлен на выходном валу 9 понижающего одноступенчатого редуктора 10, установленного на станине (на чертежах не показана) и приводимого от продольно перемещаемой рейки.
Профильный кулачок совершает колебательное движение, поворачиваясь на полоборота в одну и другую сторону.
При рабочем ходе валков пружина 11 дополнительной рейки сжата и удерживается в этом положении рычагом 5, который скользит по одному из дисков кулачка. После открытия зева калибров в конце рабочего хода кулачок выходит из соприкосновения с роликом 6 и освобождает дополнительную рейку, которая под действием сжатой пружины сдвигается вперед, проворачивая при этом валки на некоторый угол в сторону, противоположную их вра1щению. В результате этого поворота «ад прокатанной частью трубы оказывается та часть ручья калибра (труба и калибры не показаны), сечение которой больше сечения трубы, и между трубой и калибром образуется зазор. Благодаря этому зазору валки при обратном ходе не касаются трубы.
При обратном ходе валков кулачок 8 вращается в обратную сторону (по отношению к направлению его врашения при рабочем ходе) и отводит ролик 6, воздействуя вторым диском на жестко закрепленный ролик 4, сдвигает дополнительную рейку назад, сжимая пружину 11, которая аккумулирует энергию, необходимую для перемещения дополнительной рейки вперед в конце следующего рабочего хода.
Профиль кулачка рассчитан так, что при смещении рейки назад зазор между ручьем калибра и трубой сохраняется на всем протяжении обратного хода валков.
При обратном ходе валков рычаг 5 под действием пружины 12 вьшрямляется и поднимается в рабочее иоложение. В начале рабочего хода кулачок 8 освобождает ролик 4, после чего дополнительная рейка удерживается от смещения вперед кулачком через ролик 6, закрепленный на рычаге 5.
Предложенное устройство позволяет увелИчить вытяжки при прокатке малопластичных материалов и повысить надежность работы привода.
Предмет изобретения
Привод валков стана холодной прокатки труб, включающий установленные на валу валка шестерни, взаимодействующие с ними продольно перемещаемые рейки и дополнительные рейки, находящиеся в зацеплении с шестернями и расположенные по другую сторону от последних, отличающийся тем, что, с целью предотвращения контакта заготовки с валками при обратном их ходе, он снабжен двумя приводными от продольно перемещаемых реек редукторами, на выходном валу каждого из которых установлен двухдисковый профильный кулачок, взаимодействующий одним диском с роликом, жестко установленным на дополнительной подпружиненной в продольном направлении рейке, а вторым диском - с роликом, расположенным на рычаге, шарнирно закрепленном на дополнительной рейке, имеющей упор для другого конца рычага.
.t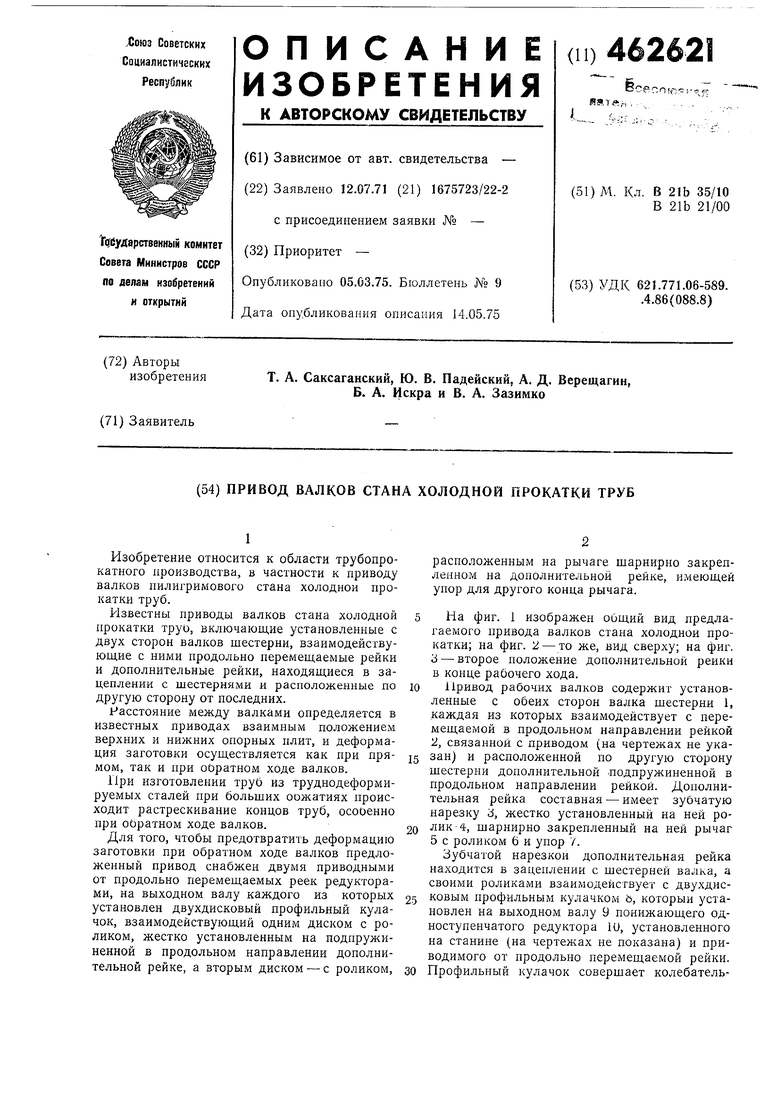
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕСОЮЗНАЯ ( П/:ТОнНО"ТЕ;и;;^|Е;:кдя1a:--Tc!J!HO i Ff{A | 1972 |
|
SU329912A1 |
| Привод валков подвижной клети стана холодной прокатки труб | 1973 |
|
SU454068A1 |
| Привод для перемещения и поворота валков стана холодной прокатки труб | 1977 |
|
SU670351A1 |
| Привод валков стана холодной прокатки труб с подвижной клетью | 1973 |
|
SU460914A2 |
| Привод валков стана холодной прокатки труб | 1972 |
|
SU458350A1 |
| Привод осевого возвратно-поступательного перемещения сепаратора роликового стана холодной прокатки турб | 1976 |
|
SU603449A1 |
| Стан для прокатки профильных из-дЕлий | 1979 |
|
SU795688A1 |
| Клеть роликового стана | 1977 |
|
SU607609A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682291A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |